Hacer botones con cuerda oceánica

PRODUCTO
MOLDE
PP
INYECCIÓN
En nuestro taller costero, a menudo creamos prototipos utilizando plásticos recogidos en las limpiezas de playa a lo largo de las 100 millas (160 km) de costa de Norfolk. La cuerda oceánica, encontrada con frecuencia por los limpiadores de playas, fue uno de nuestros primeros materiales para los experimentos. Esta cuerda, normalmente de polipropileno, no es elástica, suele ser quebradiza y de color azul aguamarina claro.
En el Día Mundial de los Océanos, destacamos nuestro compromiso con la eliminación de los plásticos oceánicos y su reutilización. Para hacer frente a la contaminación por plásticos no sólo es necesario reciclar, sino también imponer importantes restricciones a la producción. Nuestros esfuerzos se centran en la educación y la defensa de políticas que reduzcan la producción de plástico.
El año pasado colaboramos con grupos de limpieza de playas de Norfolk deseosos de donar plásticos. Recogen regularmente importantes cantidades de cuerda de la costa de Norfolk.
Si se encuentra en una zona costera, póngase en contacto con los grupos locales de limpieza de playas. Estos grupos suelen valorar las oportunidades de reciclar plásticos debido a su compromiso con la conservación marina.
Si no se encuentra cerca de la costa, considere la posibilidad de buscar grupos de limpieza de playas en otros lugares como recurso, aunque es aconsejable abastecerse de plásticos locales.
Inspeccione su cuerda para identificar el material de polipropileno (PP) y retire cualquier elemento adherido, como cinta aislante o bridas. De este modo se garantiza que sólo queden los materiales deseados para la limpieza.
La identificación de las cuerdas de polipropileno oceánico es sencilla, aunque no infalible. Estas cuerdas suelen tener un aspecto plástico, no son elásticas y su tacto es quebradizo o crujiente. Los colores más comunes son el azul aguamarina claro, el negro, el amarillo o el blanco, siendo el azul claro el más reconocible.
Utilice tijeras para retirar la cinta aislante o las bridas. La suciedad general se tratará en el siguiente paso de limpieza.
Limpiar y secar la cuerda es sencillo. Utilice una bolsa de lavandería, una lavadora y un armario de ventilación. La lavadora puede emplear un ciclo estándar de 40 °C con detergente sin perfume.
Para secarla, deja la cuerda en la bolsa y colócala en un armario al aire libre durante la noche o en una ventana soleada. Después de unas horas o una noche, la cuerda debería estar seca. Si no es así, vuelve a colocar la cuerda y déjala más tiempo.
Triturar cuerdas oceánicas es muy distinto de triturar plásticos duros como cajas de DVD o tapas de botellas de refrescos. Hemos encontrado cuerdas de hasta 1,4 pulgadas (36 mm) de grosor en limpiezas de playas, lo que hace necesario utilizar una trituradora comercial más grande que una más pequeña. Es aconsejable evaluar el grosor de la cuerda y la potencia de la trituradora antes de proceder.
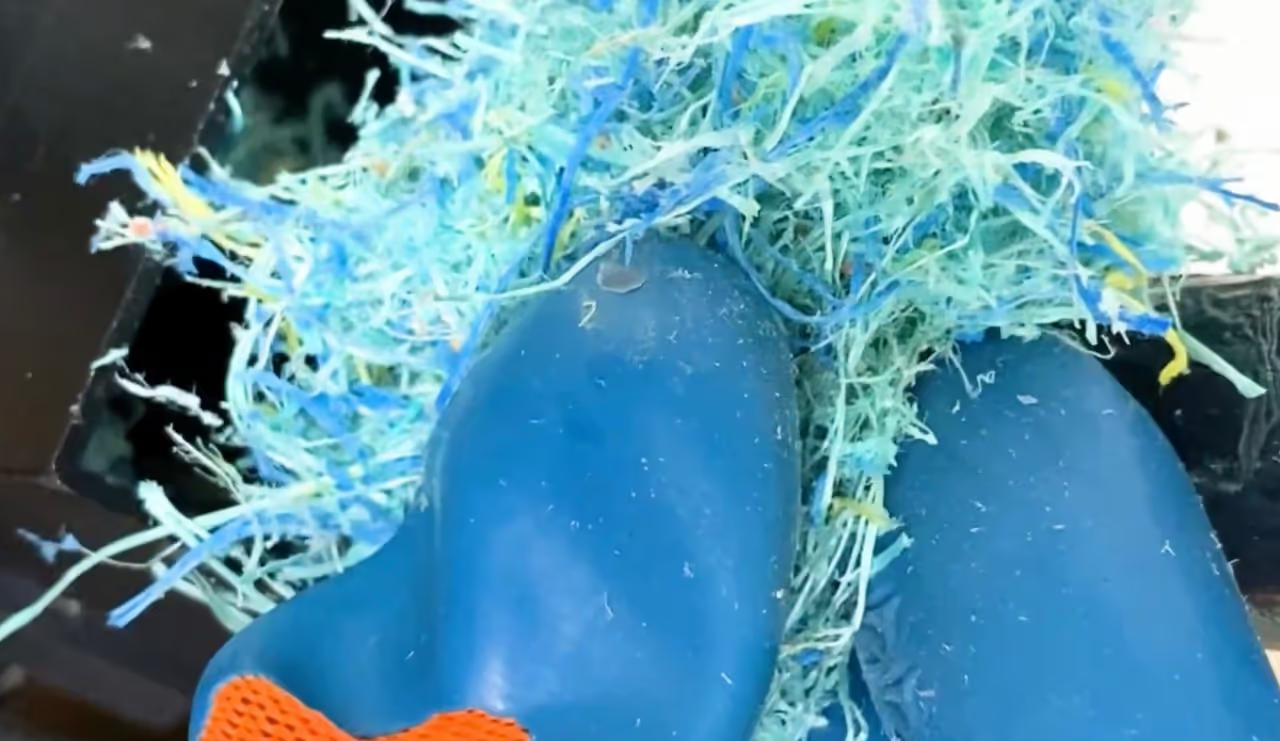
Durante nuestro proceso, observamos que sólo se acumulaba una cantidad mínima de cuerda triturada en el contenedor situado debajo de las cuchillas. Una trituración prolongada podría alterar este resultado. Tras un breve periodo de trituración, recuperamos el material triturado de la papelera y retiramos cuidadosamente las piezas restantes de la trituradora con guantes, tras asegurarnos de que la máquina estaba desenchufada.
Ahora que el material está preparado, selecciona el molde y las máquinas. Nosotros utilizamos un molde de botón grande con cuerda oceánica, calentándolo previamente en un mini horno. Observamos una ligera corrosión en la cara interior del molde, que eliminamos con papel de lija fino.
Llevar equipo de protección individual: mascarilla con carbón activado y guantes resistentes al calor. Asegurar una ventilación adecuada. Recomendamos un extractor de humos o abrir las puertas para que circule el aire. Calentar el mini horno a 200°C (390°F).
Coloque su prensa Arbor o máquina de moldeo por inyección en un área bien ventilada sobre una superficie estable y enciéndala. Hacemos funcionar nuestra prensa Arbor Press a 265 grados Celsius (500 grados Fahrenheit).
La carga de cuerda triturada en su máquina de moldeo por inyección difiere de la carga de plásticos duros triturados. En lugar de verter gránulos en la tolva, la cuerda triturada requiere una inserción cuidadosa. Con guantes resistentes al calor, coloque la cuerda triturada en la tolva y, a continuación, utilice una varilla metálica para guiarla dentro de la cámara. Por último, utilice el eje de la prensa Arbor para colocarla en posición para la inyección.
Para el primer uso del día, deje reposar la Arbor Press durante 20 minutos después de introducir el plástico y estabilizar la temperatura, ya que la cuerda triturada puede contener más aire que los plásticos duros triturados.
Una vez calentado el molde (molde) y preparada la prensa de cenador con la cuerda para el molde, retire el molde del horno. Asegúrese de que hay espacio suficiente en el banco de trabajo para el molde lleno y un movimiento seguro alrededor de la prensa Arbour. Baje el gato, controle el flujo de Plástico y coloque el molde debajo de la boquilla. A continuación, acople el molde a la boquilla de la prensa Arbour y aplique presión para inyectar el plástico.
Esté atento al molde y a la presión durante la inyección. Observamos una pequeña condensación en el molde y resistencia cuando estaba lleno. Redujimos ligeramente la presión, bajamos el molde con el gato y colocamos el molde lleno en el banco de trabajo, asegurándonos de que la prensa Arbour Press estaba bien sujeta.
En el paso final, controle su anticipación y manténgase concentrado. Evalúe el Plástico dentro del molde observando cualquier material visible en el punto de inyección de la boquilla. Por lo general, espere unos minutos antes de proceder a abrir el molde.
Utilice guantes para protegerse del calor y de posibles lesiones. Retire con cuidado los pernos que sujetan el molde, utilizando una llave inglesa con precaución. Coloque el molde en un banco de trabajo y utilice una herramienta para abrirlo con cuidado.
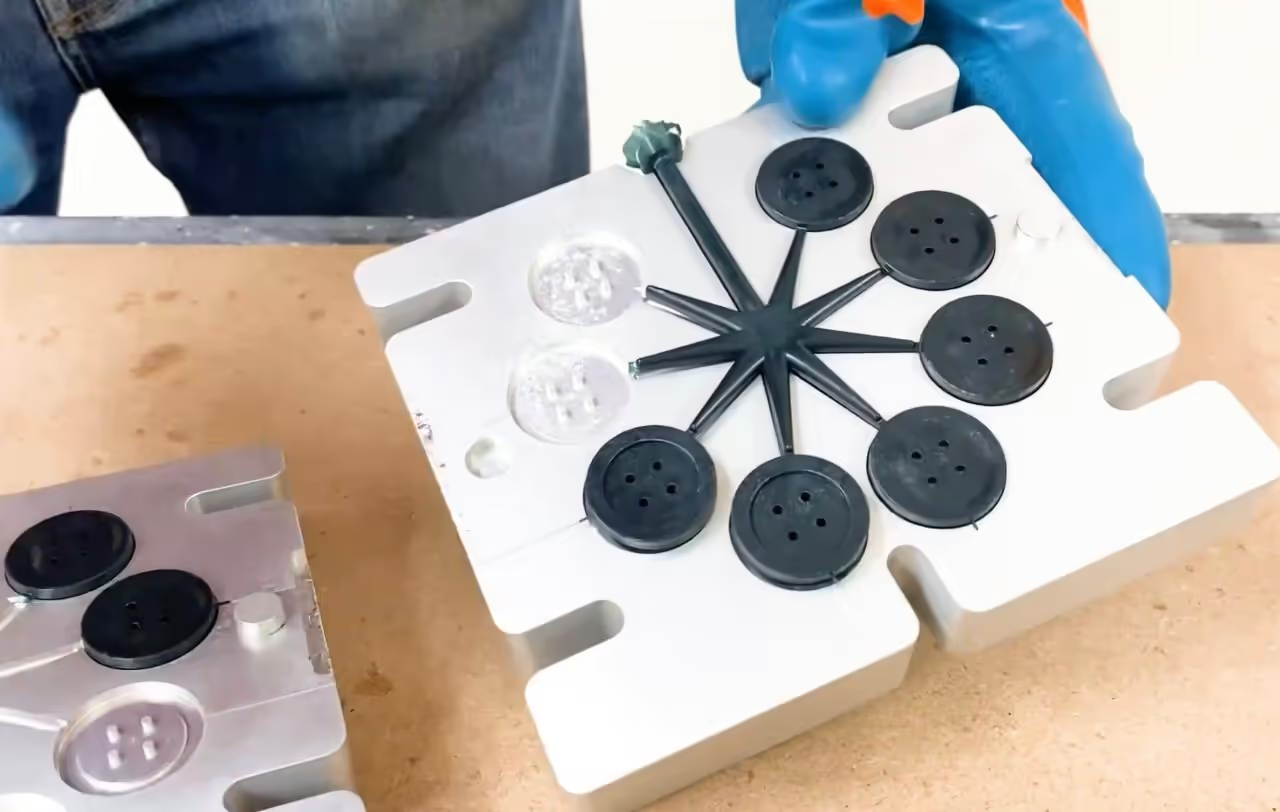
A veces, los botones se desprenden con facilidad, pero en ocasiones se adhieren firmemente debido al enfriamiento y contracción del plástico alrededor de los elementos del molde. Si necesita hacer palanca para sacar los botones, hágalo con cuidado para evitar arañazos, ya que son difíciles de quitar. Utilice un destornillador pequeño de punta plana y los restos de bebedero para desprender los botones rebeldes. Para terminar, recorte las marcas de molde de los botones.
No se menciona ningún software en el tutorial.