Strumento No Touch con stampo stampato in 3D

LDPE
MUFFA
PRODOTTO
INIEZIONE
Sviluppare uno strumento che consenta di toccare le superfici più frequentemente toccate, come le maniglie delle porte, le spine e gli interruttori della luce, riducendo il contatto diretto con le mani. Ciò contribuisce a ridurre al minimo la diffusione di Covid-19. Costruito in nylon stampato in 3D, lo strumento consente una rapida produzione di stampi per rispondere efficacemente a questa esigenza.
Il nylon è stato scelto per lo stampo a causa della sua temperatura di fusione più elevata rispetto all'LDPE, utilizzato per la produzione degli strumenti No Touch. L'impiego di stampi stampati in 3D garantisce un utilizzo minimo di plastica, a differenza delle lastre di policarbonato lavorate a CNC. Gli stampi in metallo sono preferibili per durata e qualità, ma sono più costosi e hanno un impatto ambientale. Gli stampi in nylon hanno resistito a oltre 100 iniezioni con un'usura minima e offrono un'alternativa economica agli stampi in metallo.
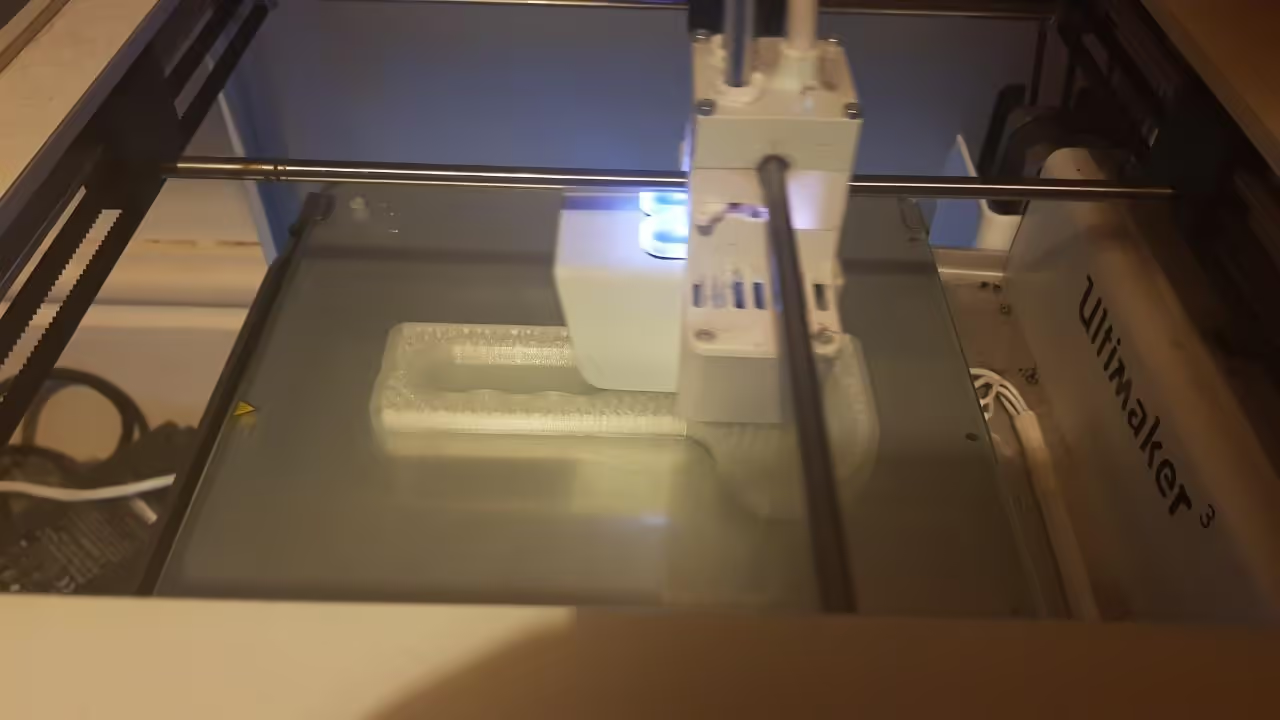
Gli stampi sono stati stampati con una stampante Ultimaker 3D.
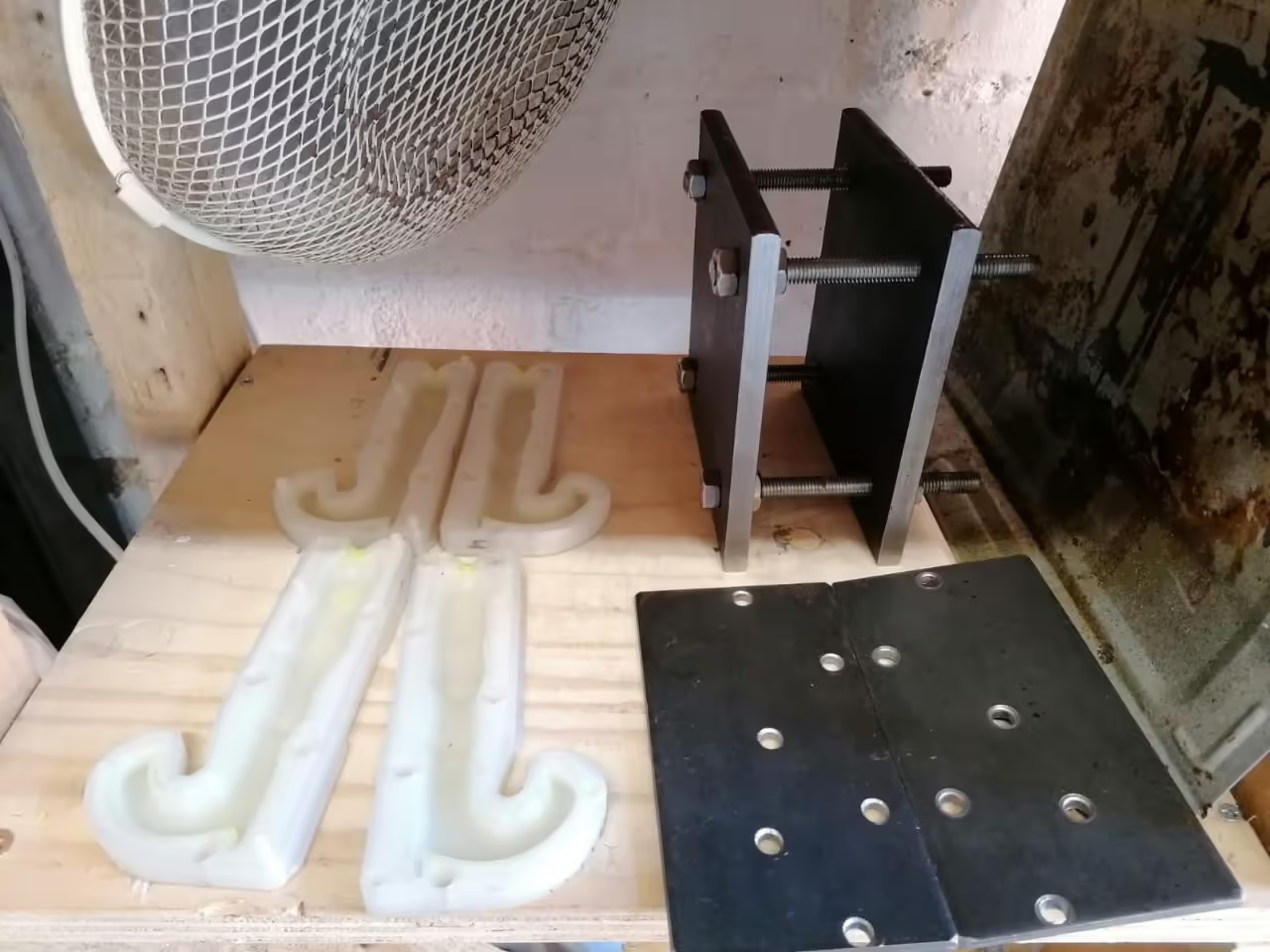
Per una pressione e una dissipazione del calore uniformi, abbiamo posizionato delle piastre metalliche (0,39 pollici) su entrambi i lati dello stampo. In alternativa, si può pensare di progettare delle fessure per i bulloni nelle metà dello stampo per un serraggio diretto.
Inizialmente abbiamo utilizzato bulloni passanti, che si sono rivelati poco pratici. Siamo passati a piastre di acciaio da 0,39 pollici fissate con bulloni M10 (0,39 pollici). Questo miglioramento consente di rimuovere facilmente lo stampo e di separare i pezzi, aumentando l'efficienza.
Utilizziamo LDPE proveniente da indicatori di dadi ruota, noti per i loro colori vivaci e la loro qualità. La temperatura di iniezione varia tra 160-170°C (320-338°F). Per ogni utensile, 40 g di plastica vengono inseriti nello stampo a iniezione. La fuoriuscita iniziale assicura un flusso corretto e l'eccesso di plastica garantisce il riempimento completo dello stampo. L'iniezione viene eseguita manualmente e lentamente, mantenendo la pressione una volta riempito lo stampo, come indicato dal traboccamento. L'uso di stampi in nylon isola la plastica, impedendo un rapido raffreddamento e richiedendo quindi una pressione prolungata dopo l'iniezione.
Dopo l'iniezione, tenere gli stampi bloccati per 3 minuti per farli raffreddare prima di rimuovere l'utensile No Touch. Rimuovere la parte troppo presto può causare deformazioni. Non superare i 6 minuti, poiché una contrazione eccessiva può ostacolare il rilascio.
Sganciare lo stampo, estrarre con cautela il pezzo e lasciare raffreddare gli stampi. Un ventilatore può accelerare questo processo. L'uso di più stampi e morsetti consente di ottenere tempi di ciclo efficienti, permettendo nuove iniezioni mentre le precedenti si raffreddano.
Utilizzare un coltello affilato per rimuovere il canale di colata e le eventuali scaglie. Praticare un foro sul fondo per un portachiavi. Collegare un cordino retrattile per mantenere l'utensile accessibile e ridurre al minimo il rischio di contaminazione.
Utilizzate gli strumenti per evitare il contatto diretto con le superfici ad alto contatto. Rimanere al sicuro.
Per migliorare l'efficienza o ridurre i costi degli utensili, prendete in considerazione questi metodi:
Articoli
Libri
Carte
Youtube
Disegni open source