Aggiornamento del collegamento automatico della macchina di iniezione!

MUFFA
HACK
INIEZIONE
Migliorate la velocità, la sicurezza e l'efficienza del processo di iniezione aggiornando la macchina e gli stampi. Per qualsiasi stampo a iniezione con connessione filettata all'ugello della macchina, è sufficiente installare un connettore in ottone per tubi da giardino.
La macchina a iniezione evidenzia efficacemente i problemi della plastica e illustra il processo di riciclaggio. Tuttavia, per la produzione di grandi volumi, può essere lenta e impegnativa.
Ecco i problemi principali:
Il sistema di aggiornamento deve garantire quanto segue:
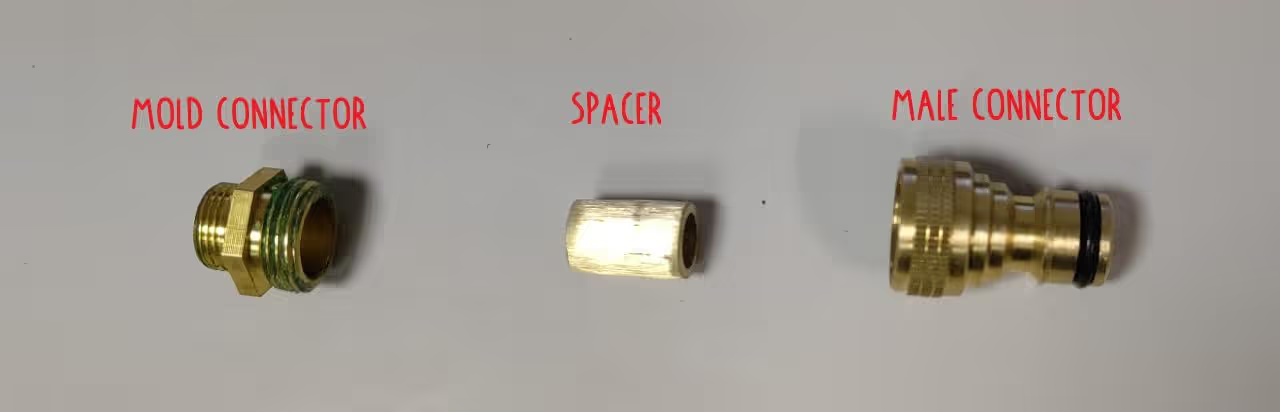
L'utilizzo di un raccordo in ottone per tubi da giardino, reperibile nei negozi di giardinaggio e di articoli per la casa, può facilitare il collegamento efficiente dello stampo.
Avrete bisogno di:
Questi articoli sono disponibili nella maggior parte dei negozi di ferramenta o di giardinaggio.
Nota: accertarsi della compatibilità con la macchina e lo stampo; verificare le dimensioni.
Equivalenti metrici a pollici: 1/2 pollice = 15x21 filetti
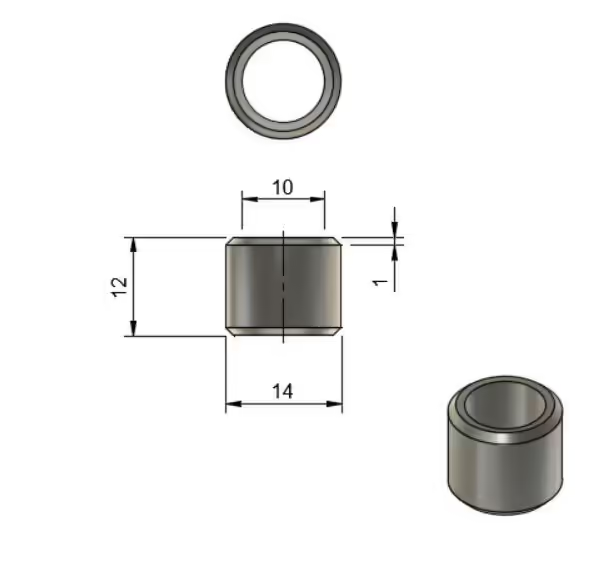
Iniziare a fabbricare un distanziatore: un cilindro con un diametro di 14 mm (0,55 pollici) e un foro centrale di 10 mm (0,39 pollici). Fare riferimento ai piani sottostanti.
Una barra o una vite filettata M14 è adatta e comunemente disponibile, ma anche un tondino da 14 mm (0,55 pollici) è accettabile.
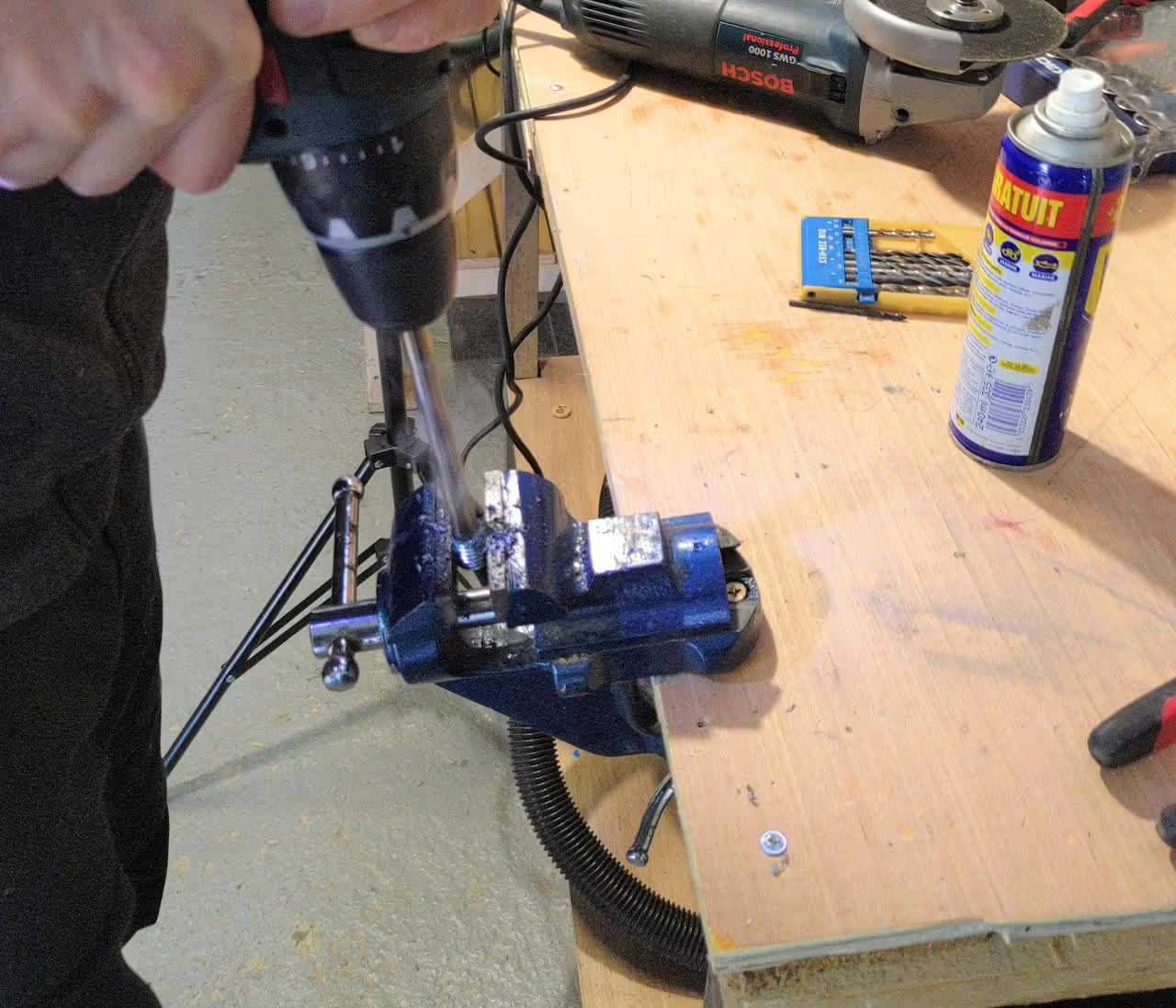
Utilizzando un trapano e una morsa, creare il foro da 10 mm (0,39 pollici) attraverso il distanziatore.
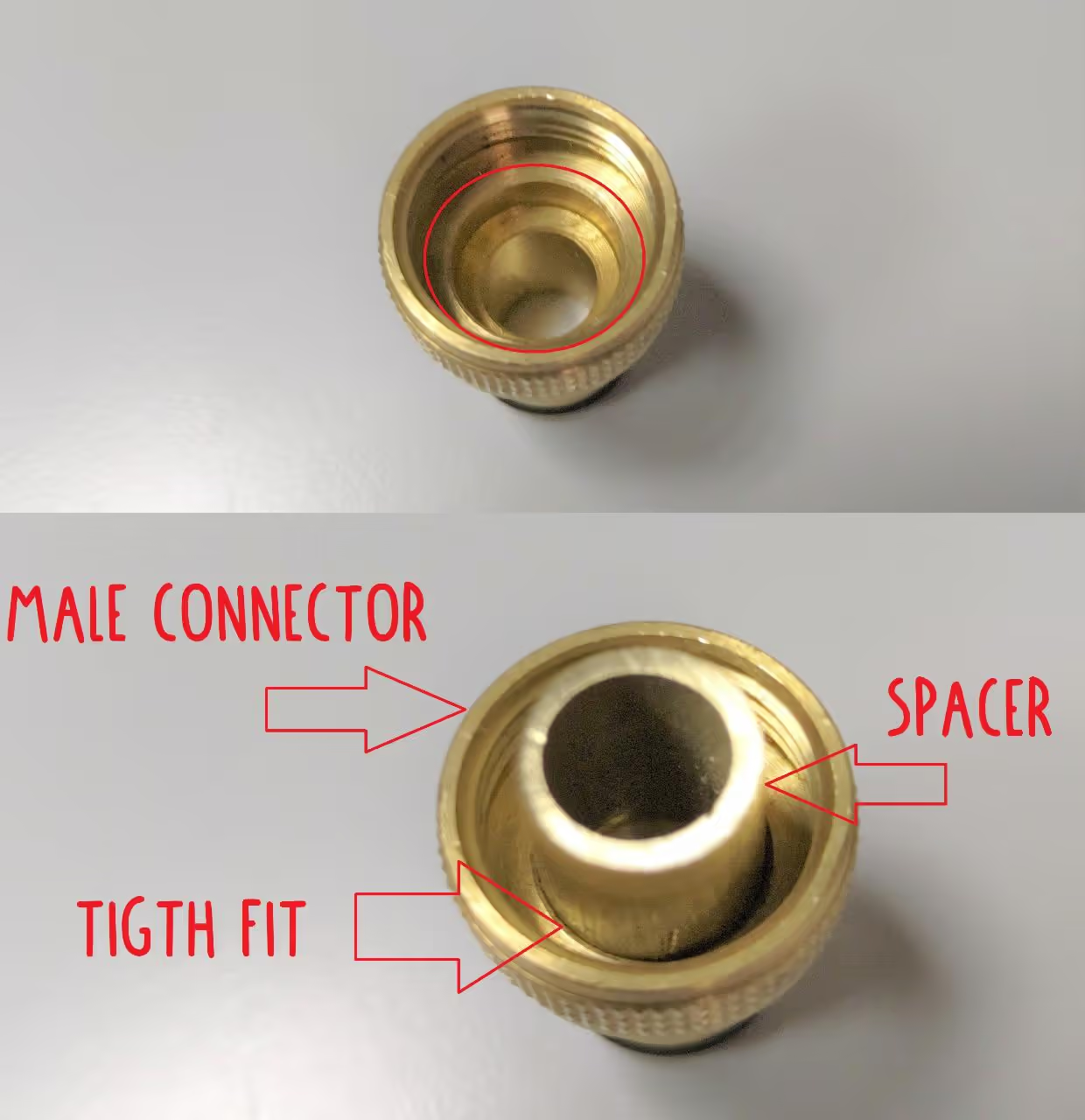
Assicurarsi che il distanziatore si inserisca bene sia nel connettore maschio che nell'adattatore da 1/4 di pollice (6,35 mm) per evitare perdite.
Ripetere questi passaggi per ogni stampo per dotarli tutti di connettori maschi per comodità.
Preparare lo stampo e riscaldare la macchina.
Per iniettare, sollevare l'anello esterno del connettore femmina per rimuovere la spina.
Spingere lo stampo nel connettore, che si aggancia con un "clic"
Iniettare nello stampo.
Per rimuoverlo, sollevare l'anello di connessione ed estrarre lo stampo, quindi riposizionare il tappo.
Ripetere l'operazione se necessario.
Con questo metodo si sono ottenute circa 15 iniezioni all'ora, superando i risultati precedenti.
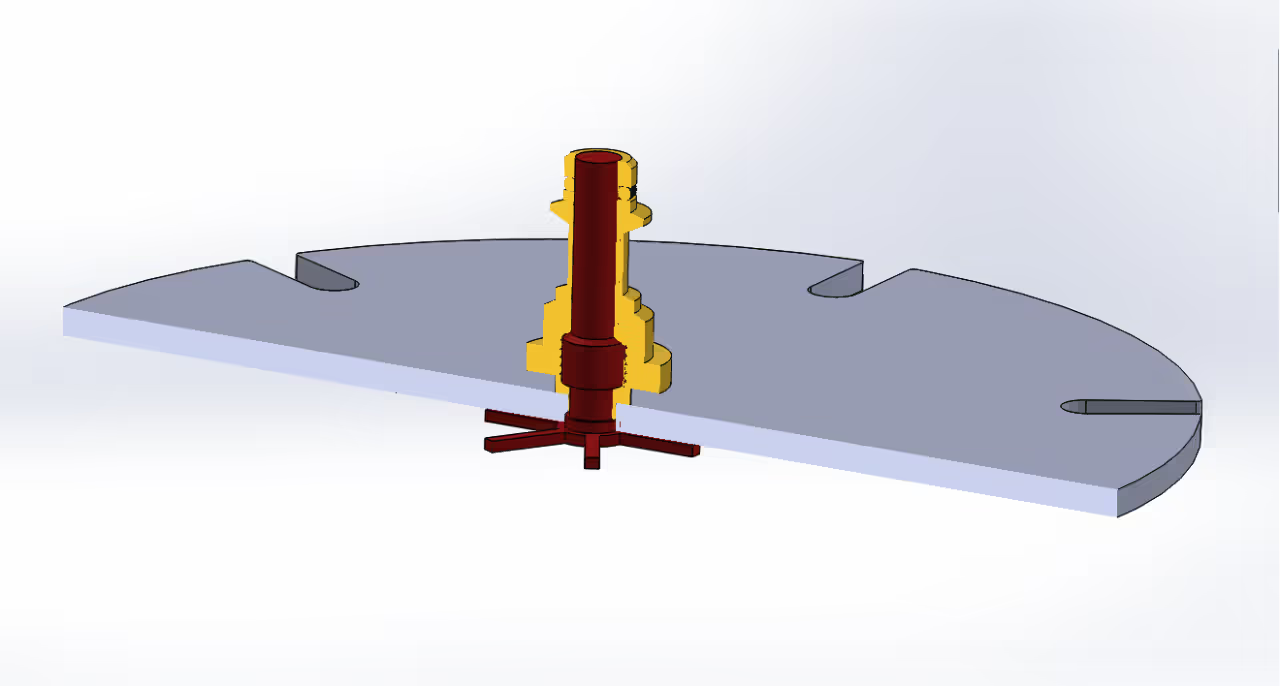
L'asta riempie il vuoto all'interno del connettore maschio, consentendo alla plastica fusa di fluire attraverso il canale di 10 mm (0,39 pollici). In questo modo è possibile rimuovere facilmente la materozza dallo stampo (vedi figura 1).
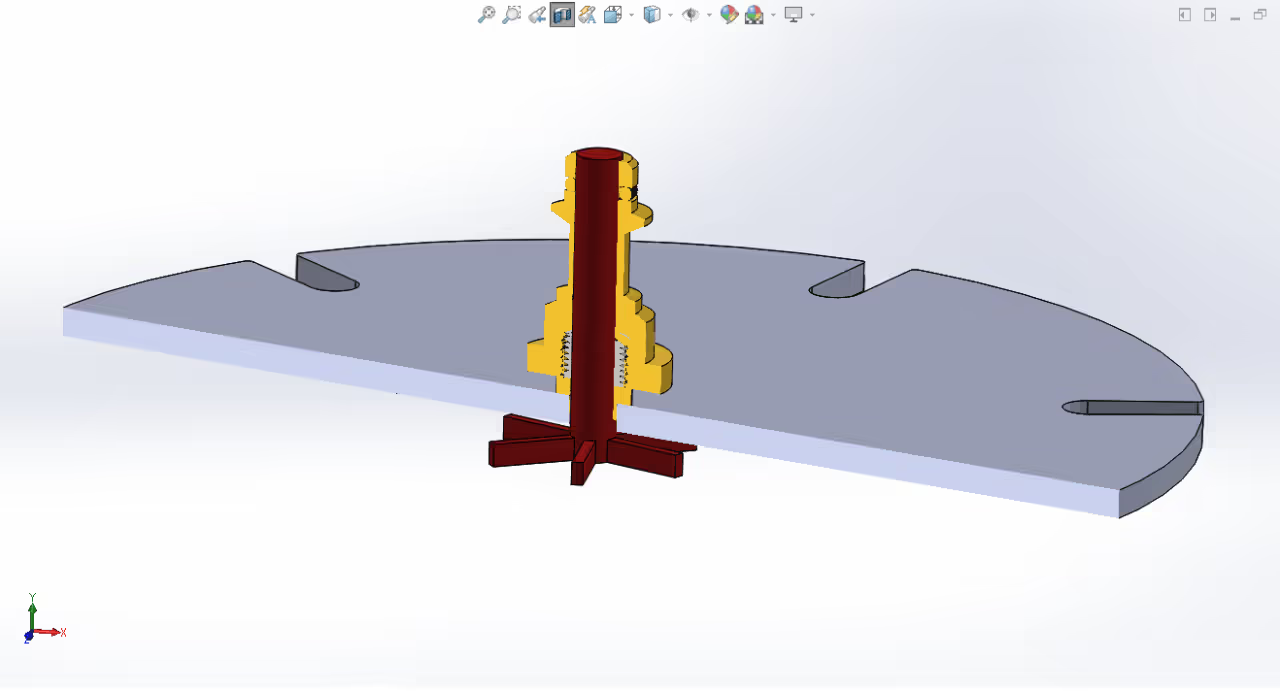
Attenzione: Ricordare il distanziatore per garantire uno sformamento agevole (vedere l'immagine 2).