Machine à injecter Mise à niveau de la connexion automatique !

MOULD
HACK
INJECTION
Améliorez la vitesse, la sécurité et l'efficacité de votre processus d'injection en modernisant votre machine et vos moules. Pour tout moule d'injection doté d'un raccord fileté à la buse de la machine, il suffit d'installer un raccord de tuyau d'arrosage en laiton.
La machine à injecter met efficacement en évidence les problèmes liés au plastique et illustre le processus de recyclage. Cependant, pour une production en grande quantité, elle peut être lente et difficile à mettre en œuvre.
Voici les principaux problèmes :
Le système de mise à niveau doit permettre d'atteindre les objectifs suivants :
L'utilisation d'un raccord de tuyau d'arrosage en laiton, que l'on trouve dans les magasins de jardinage et de bricolage, peut faciliter le raccordement des moules.
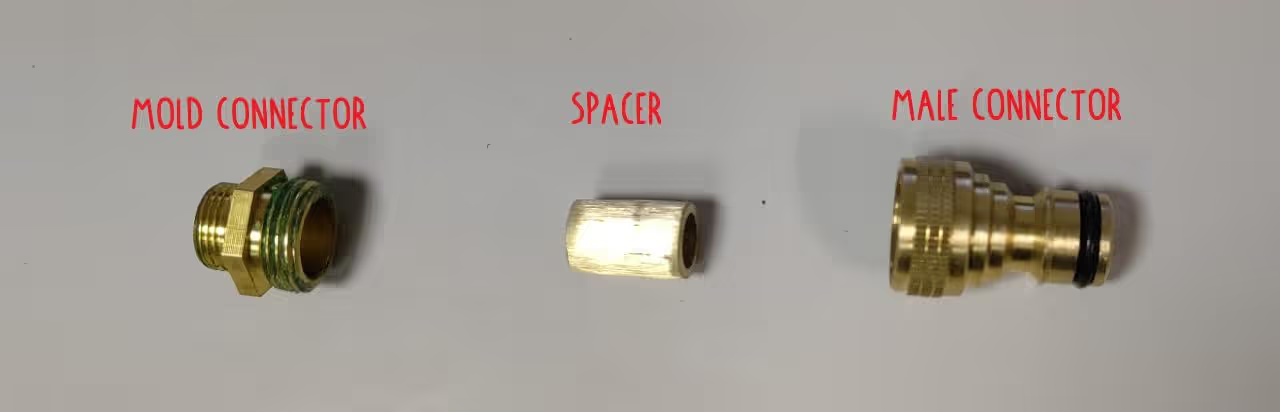
Vous aurez besoin de.. :
Ces articles sont disponibles dans la plupart des quincailleries ou des magasins de jardinage.
Remarque : assurez-vous de la compatibilité avec votre machine et votre moule ; vérifiez les dimensions.
Équivalences métriques en pouces : 1/2 pouce = 15x21 filets
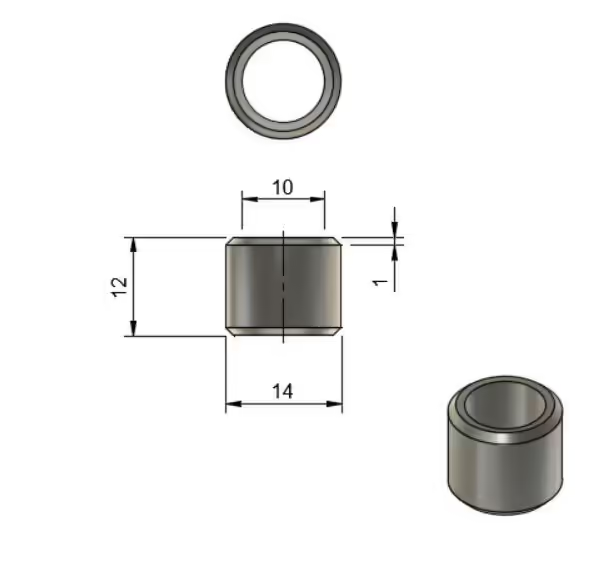
Commencez par fabriquer une entretoise : un cylindre d'un diamètre de 14 mm (0,55 pouces) avec un trou central de 10 mm (0,39 pouces). Reportez-vous aux plans ci-dessous.
Une tige filetée ou une vis M14 est appropriée et couramment disponible, mais une tige ronde de 14 mm (0,55 pouces) est également acceptable.
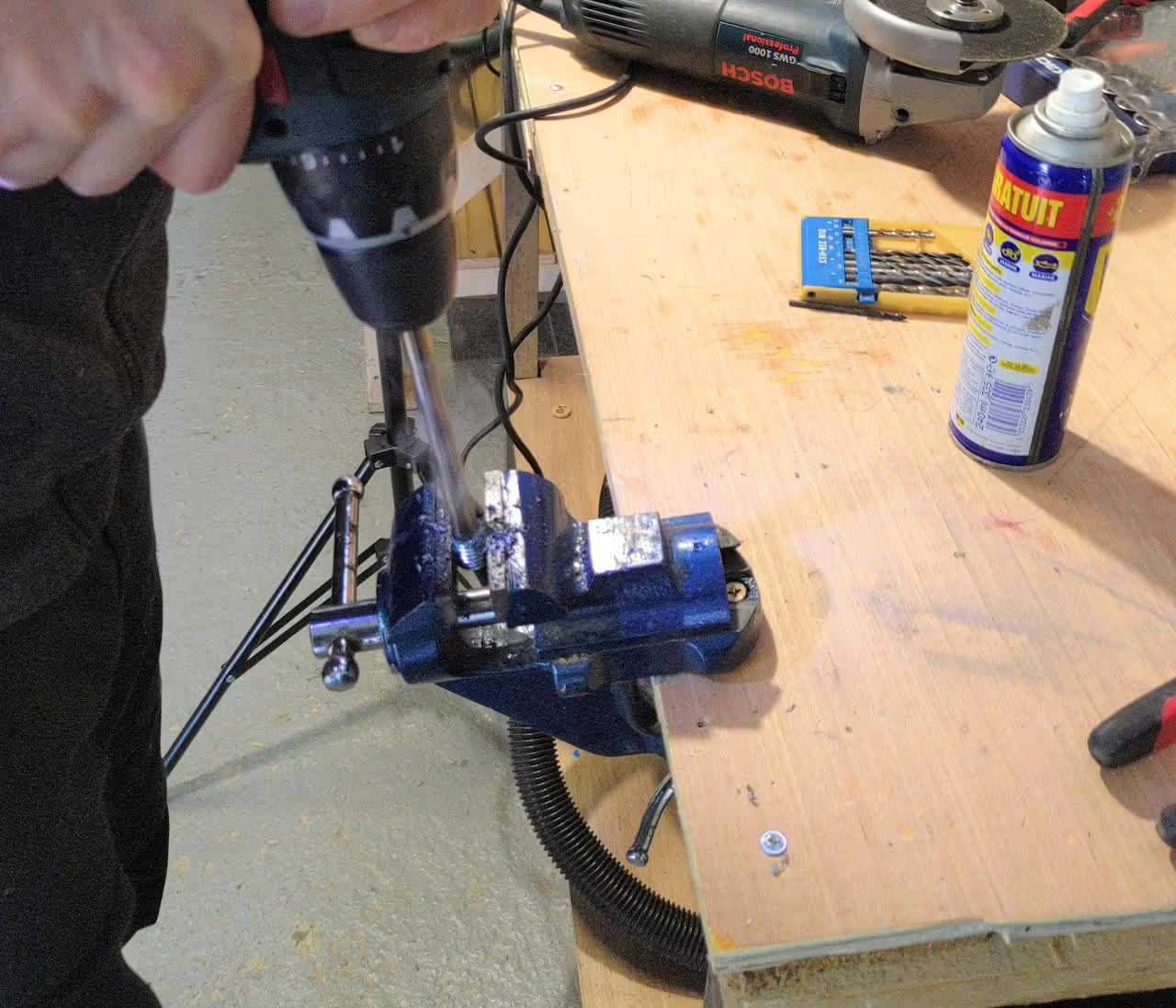
À l'aide d'une perceuse et d'un étau, percez le trou de 10 mm (0,39 pouces) à travers l'entretoise.
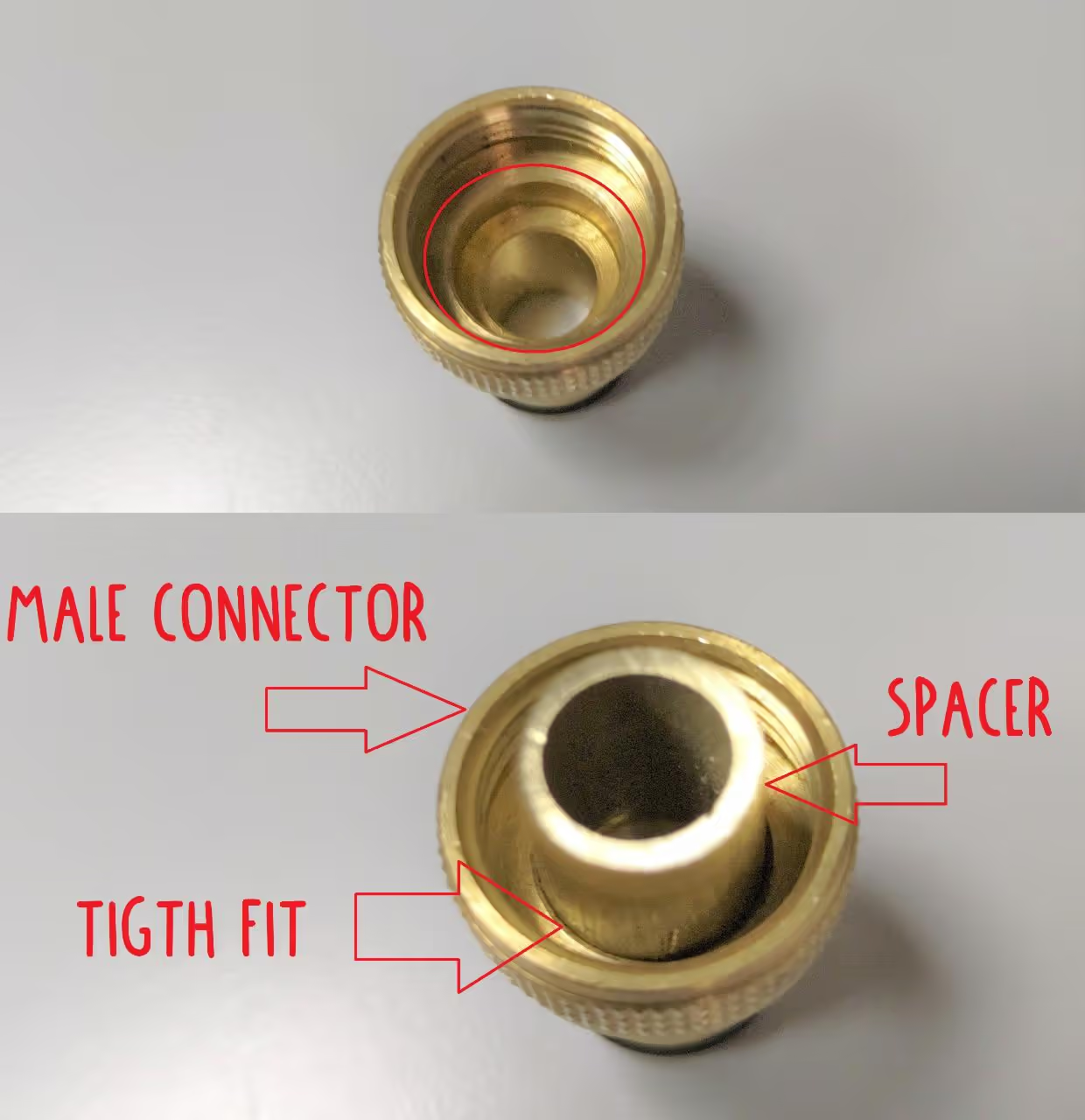
Veillez à ce que l'entretoise s'insère bien dans le connecteur mâle et dans l'adaptateur de 1/4 de pouce (6,35 mm) afin d'éviter les fuites.
Répétez ces étapes pour chaque moule afin de tous les équiper de connecteurs mâles pour plus de commodité.
Préparez votre moule et chauffez la machine.
Pour injecter, soulevez l'anneau extérieur du connecteur femelle pour retirer le bouchon.
Poussez le moule dans le connecteur, qui s'enclenchera avec un "clic"
Injecter dans le moule.
Pour le démontage, soulever l'anneau de connexion et extraire le moule, puis remettre le bouchon en place.
Répéter l'opération si nécessaire.
Cette méthode a permis de réaliser environ 15 injections par heure, dépassant ainsi les résultats précédents.
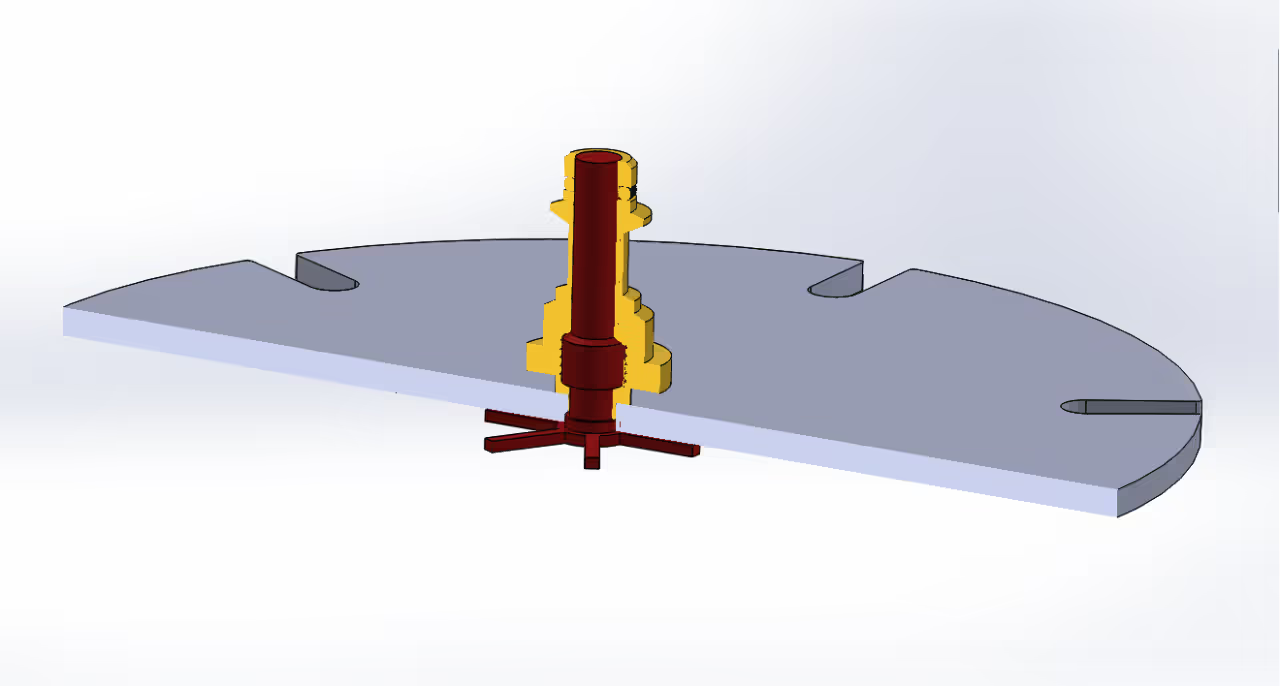
La tige remplit le vide à l'intérieur du connecteur mâle, permettant au plastique fondu de s'écouler à travers le canal de 10 mm (0,39 pouces). Cela permet de retirer facilement la carotte du moule (voir image 1).
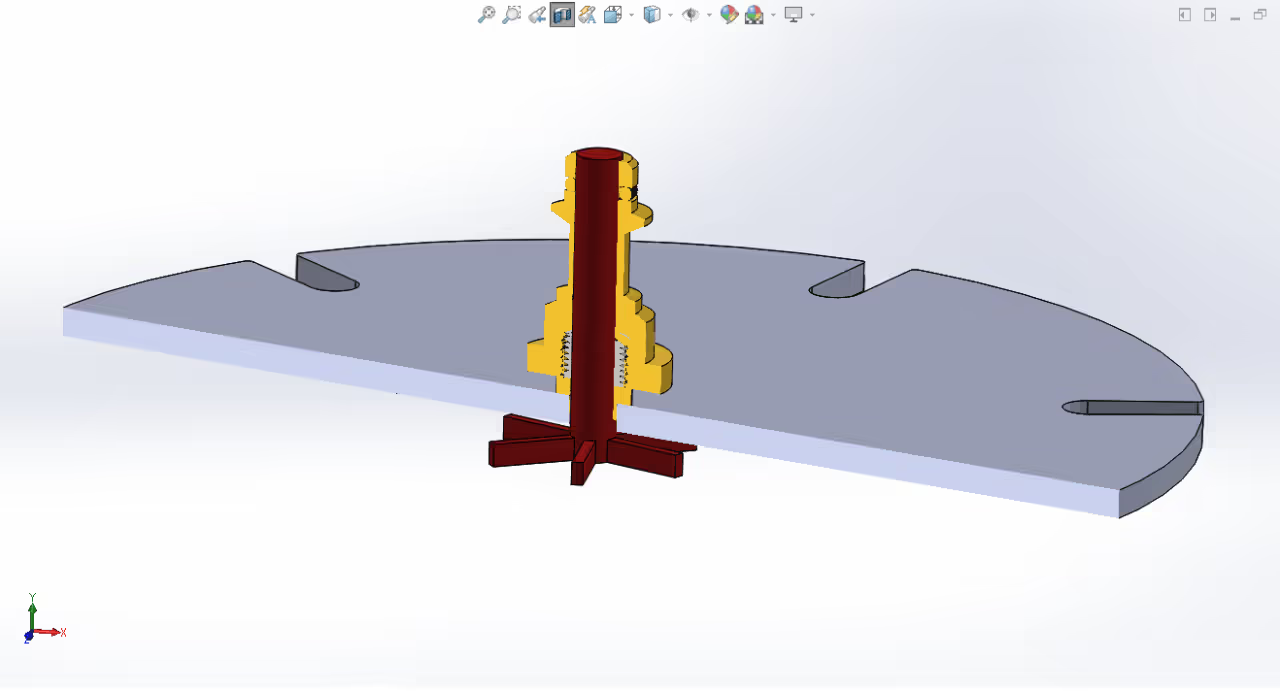
Attention : Ne pas oublier l'entretoise pour assurer un démoulage en douceur (voir image 2).