Pressa a foglio automatizzata
RICERCA
SCHEDA
HACK
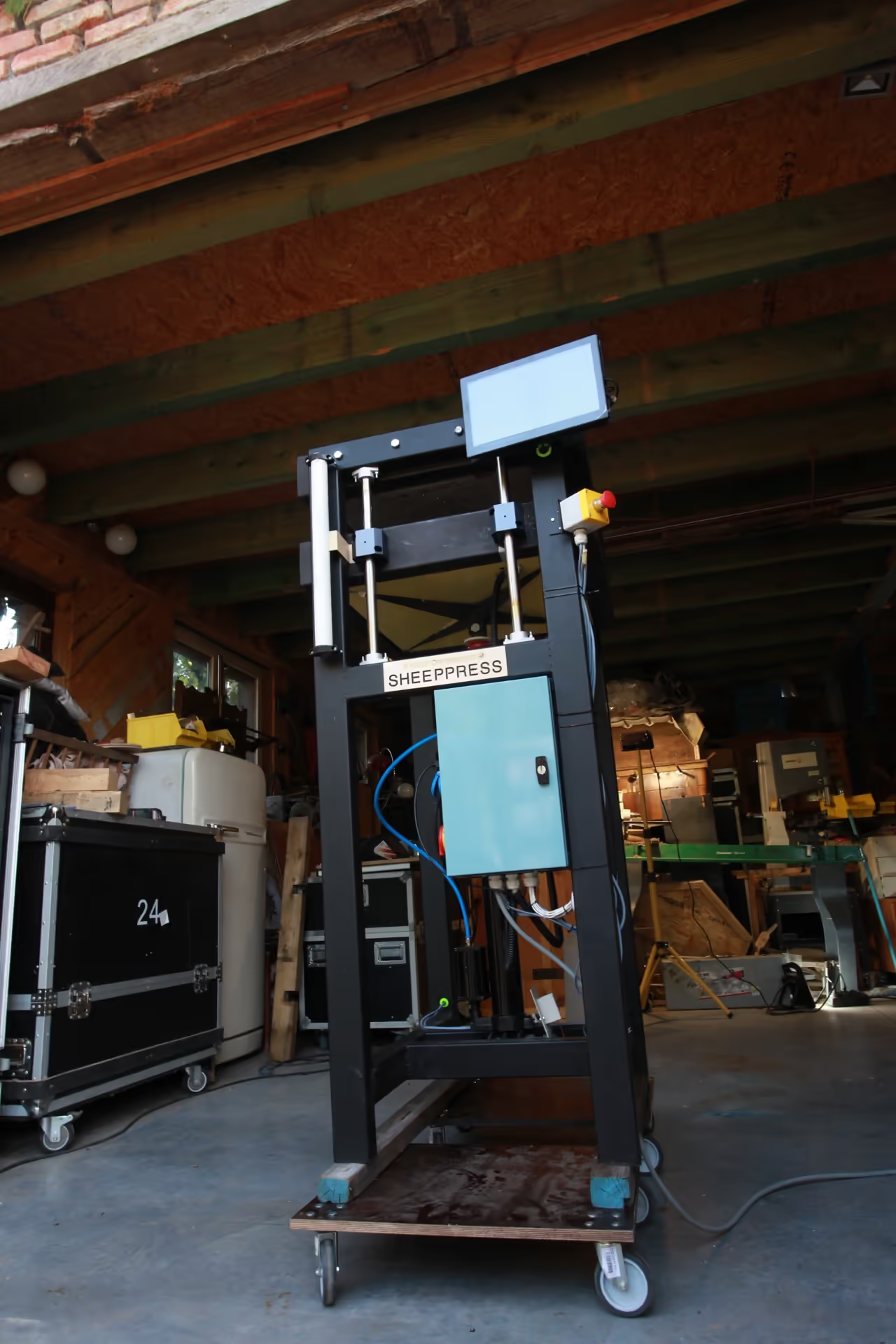
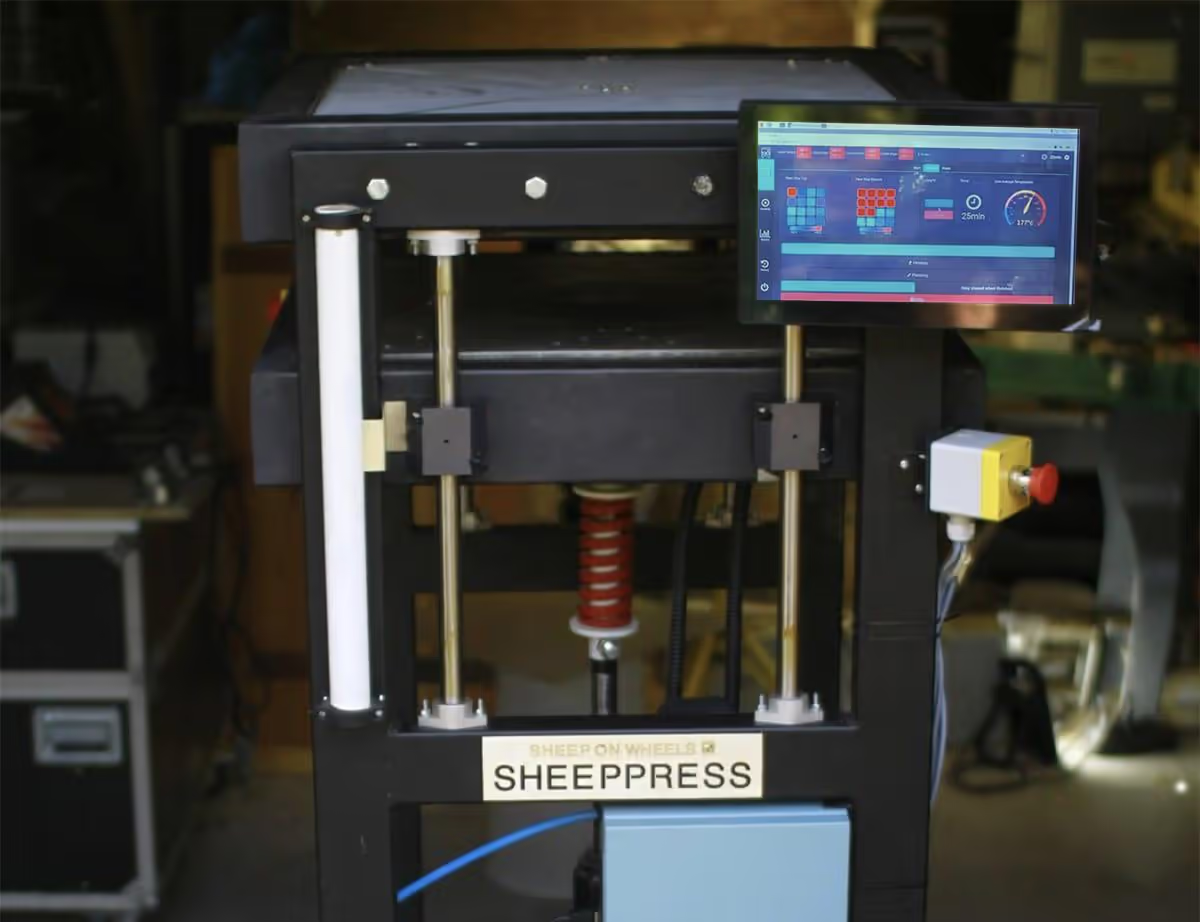
Questo documento illustra le modifiche apportate alla pressa per fogli, finalizzate all'automazione e alla riduzione dei tempi di investimento. Il piano di pressatura misura 600x600 mm (circa 23,6x23,6 pollici), progettato per la portabilità e la compatibilità con l'alimentazione standard monofase a 230V (110V). Per ulteriori informazioni, contattateci.
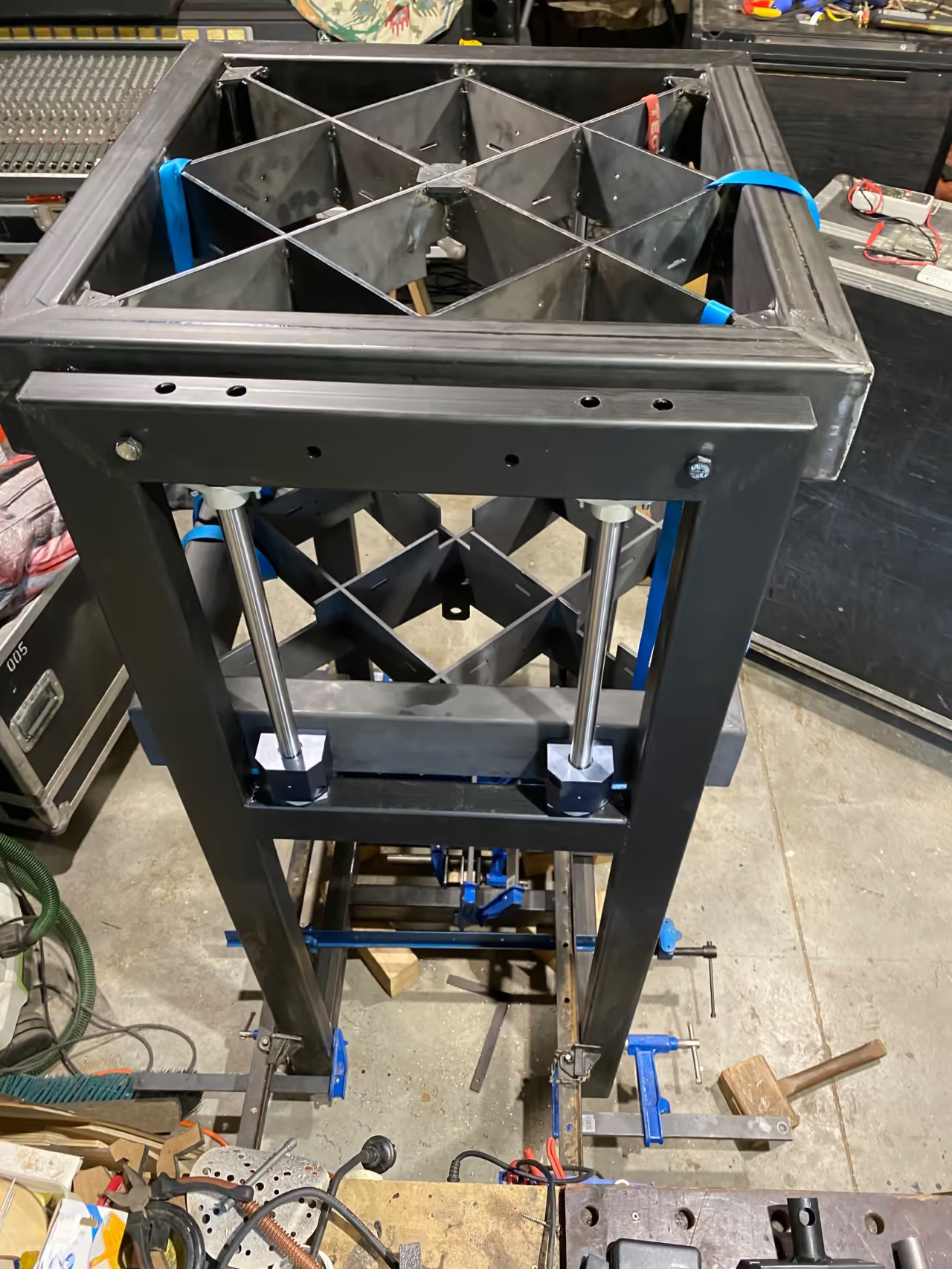
La base si basa sulla pressa per lastre V4, mantenendo la stessa pressa e gli stessi riscaldatori della cartuccia, ma con un telaio in acciaio ridotto con una superficie di pressatura di 23,6 x 23,6 pollici (600 x 600 mm). Abbiamo migliorato i cuscinetti per una maggiore scorrevolezza.
Abbiamo progettato ogni piastra riscaldata con due anelli distinti: un anello interno contenente cinque riscaldatori a cartuccia e un anello esterno con quattro. L'anello interno dovrebbe trattenere meglio il calore e quindi si spegne più frequentemente. Abbiamo costruito una versione più piccola per facilitare l'uso in spazi di lavoro mobili, funzionante a 230V per migliorare la compatibilità con la maggior parte delle prese di corrente.
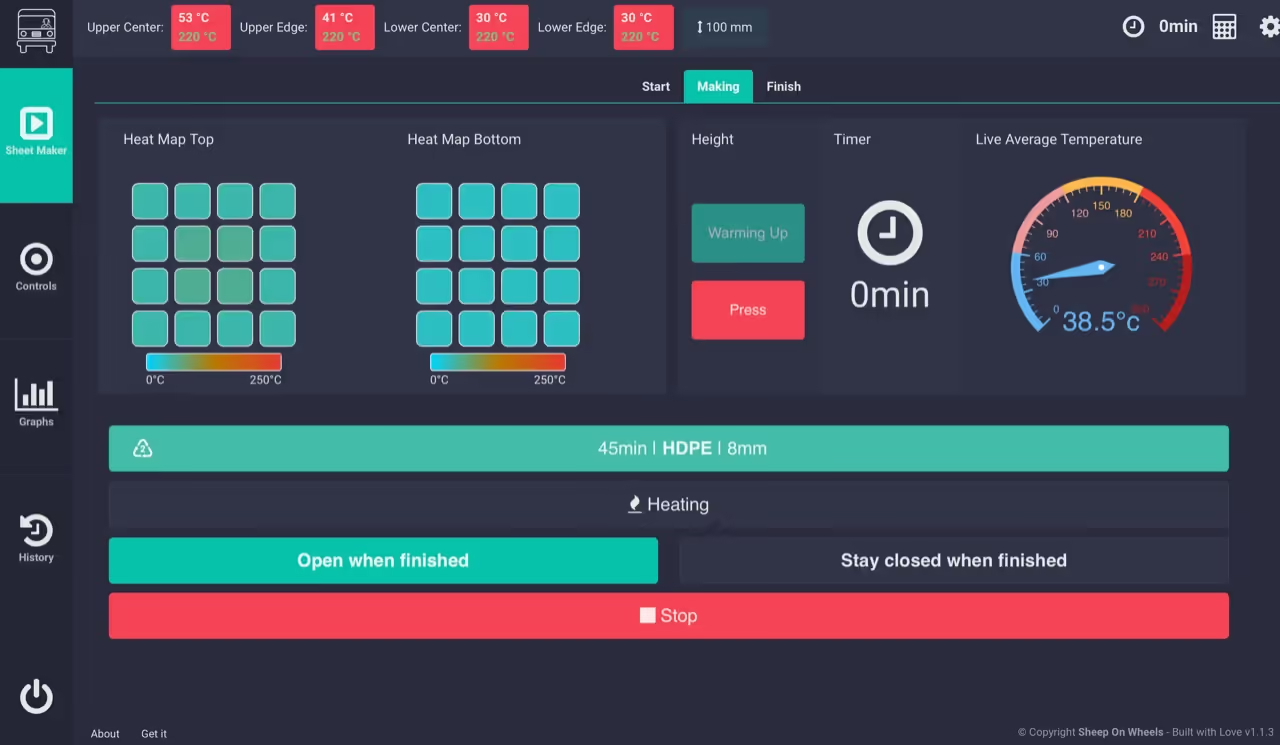
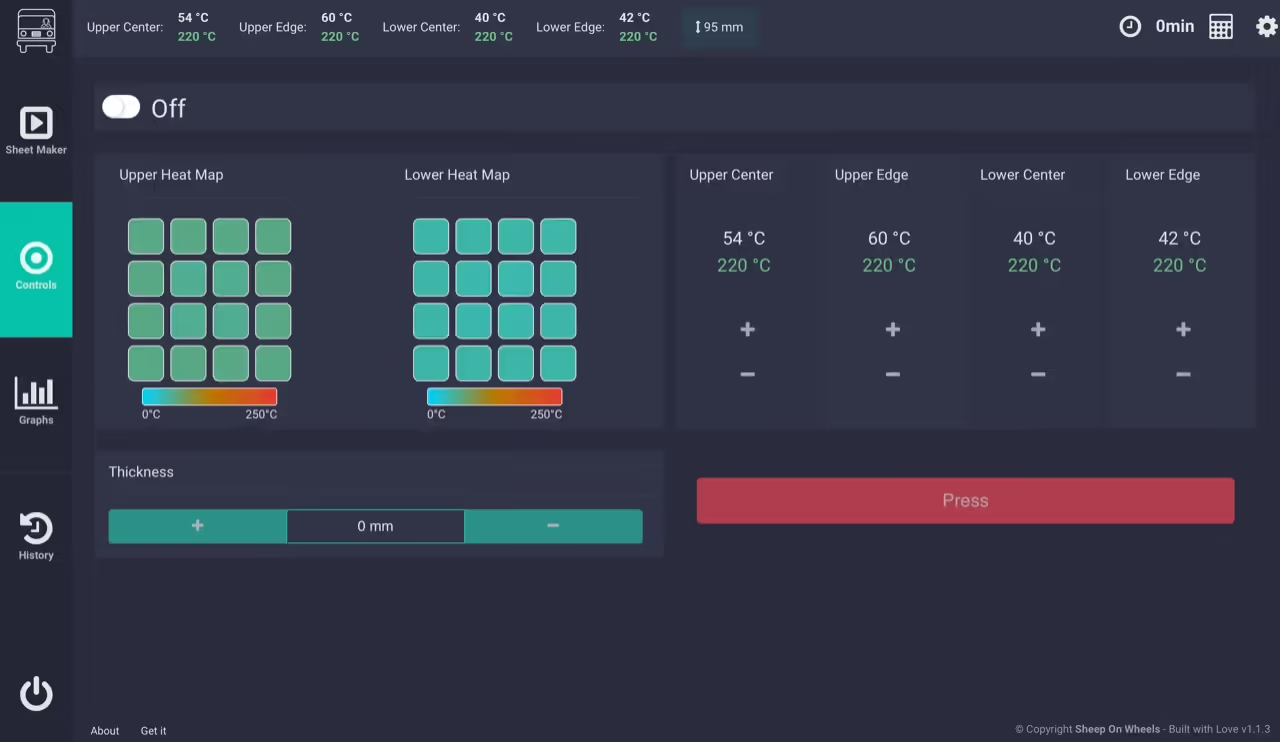
Abbiamo aggiunto più sensori di tipo K (otto su ogni piastra riscaldante) per creare una mappa termica accurata, consentendoci di identificare problemi come il surriscaldamento o la rottura dei riscaldatori. Questi sensori consentono di monitorare le temperature centrali e periferiche, comprese le velocità di riscaldamento e raffreddamento e le fluttuazioni. I sensori sono distribuiti in modo uniforme e non sono collegati a riscaldatori specifici. L'utilizzo di questi dati sarà spiegato in una fase successiva.
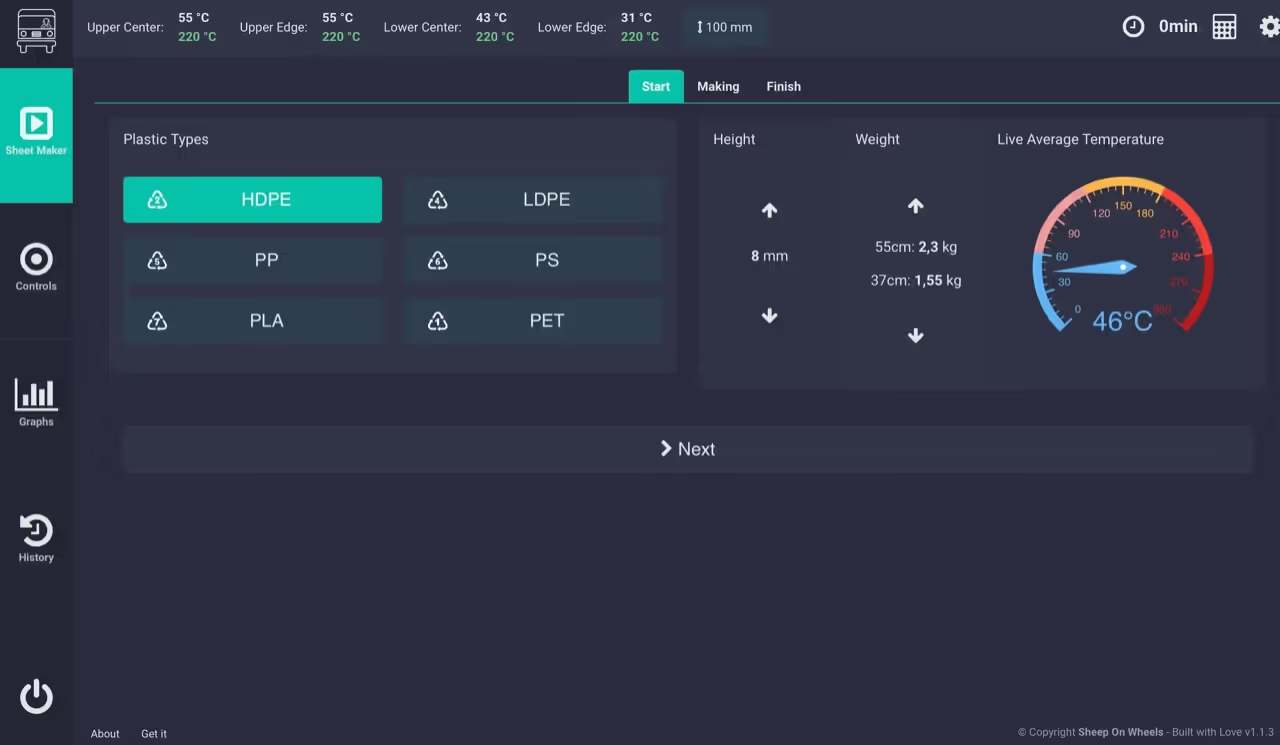
Abbiamo sostituito i controllori PID hardware originali con una versione software sul controllore della macchina. Questo cambiamento consente un'ulteriore automazione, la registrazione dei dati e un'integrazione più agevole nell'interfaccia utente. Inoltre, ci permette di monitorare i tempi di pressatura e le temperature massime per ottimizzare l'uso della macchina.
Attualmente le termocoppie si collegano a un ADC differenziale progettato per Raspberry Pi da AB Electronics. Per migliorare le prestazioni del sensore, queste saranno sostituite con un MAX31855, un circuito integrato di Maxim Integrated per termocoppie di tipo-K. Gli elementi riscaldanti sono suddivisi in quattro circuiti, due per piastra, con un circuito esterno e uno interno. Ogni circuito è controllato da Raspberry Pi tramite un relè a stato solido. Questi relè commutano a 230V AC e possono essere controllati con un segnale 4V-48V. Per proteggere il Pi da cortocircuiti a 230 V CA, i segnali di comando dei relè sono isolati otticamente.
L'interfaccia digitale funziona su un Raspberry Pi collegato a un touch screen. È composta da un server e da un lato client. Il lato client è un sito web accessibile dal browser del Pi o da qualsiasi dispositivo connesso al Wi-Fi del Raspberry Pi. Il server è costruito con Node.js.
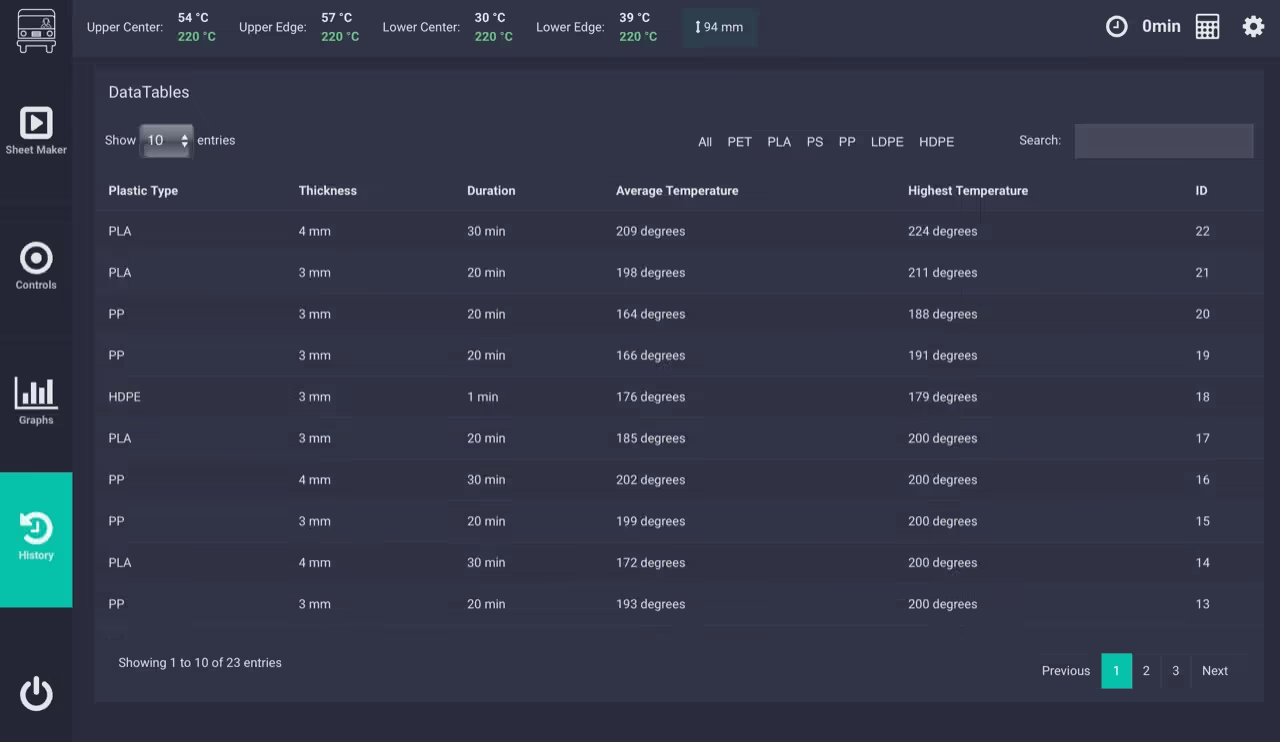
La scheda Cronologia visualizza tutte le lastre prodotte con il processo automatico, compresi i numeri identificativi, le temperature medie e massime, i tipi di plastica e la durata della pressatura.
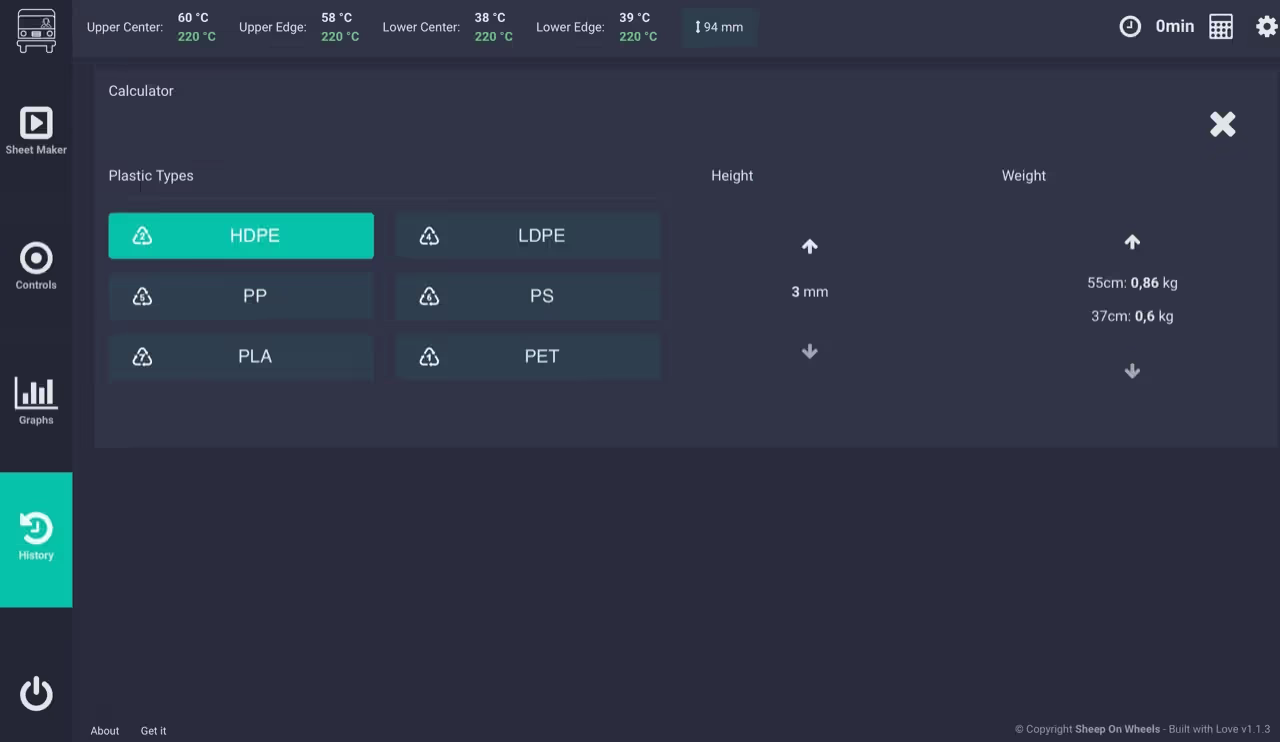
La funzione di calcolo consente di preparare la lastra successiva mentre la macchina è in funzione.
Utilizziamo la pneumatica per azionare il martinetto grazie alla disponibilità di un compressore d'aria, che la rende l'opzione più conveniente. Le alternative sono i sistemi idraulici. Una valvola pneumatica, controllata dal controller del sistema, consente il flusso d'aria quando la pressa deve essere sollevata. Per abbassare la pressa, abbiamo installato un servo che apre o chiude la valvola, lasciando che la pressa scenda sotto il proprio peso.
Allo scadere del timer (sheetmaker), un segnale proveniente da Raspberry Pi invita Arduino a rilasciare la pressa, con la possibilità di un comando manuale se necessario.
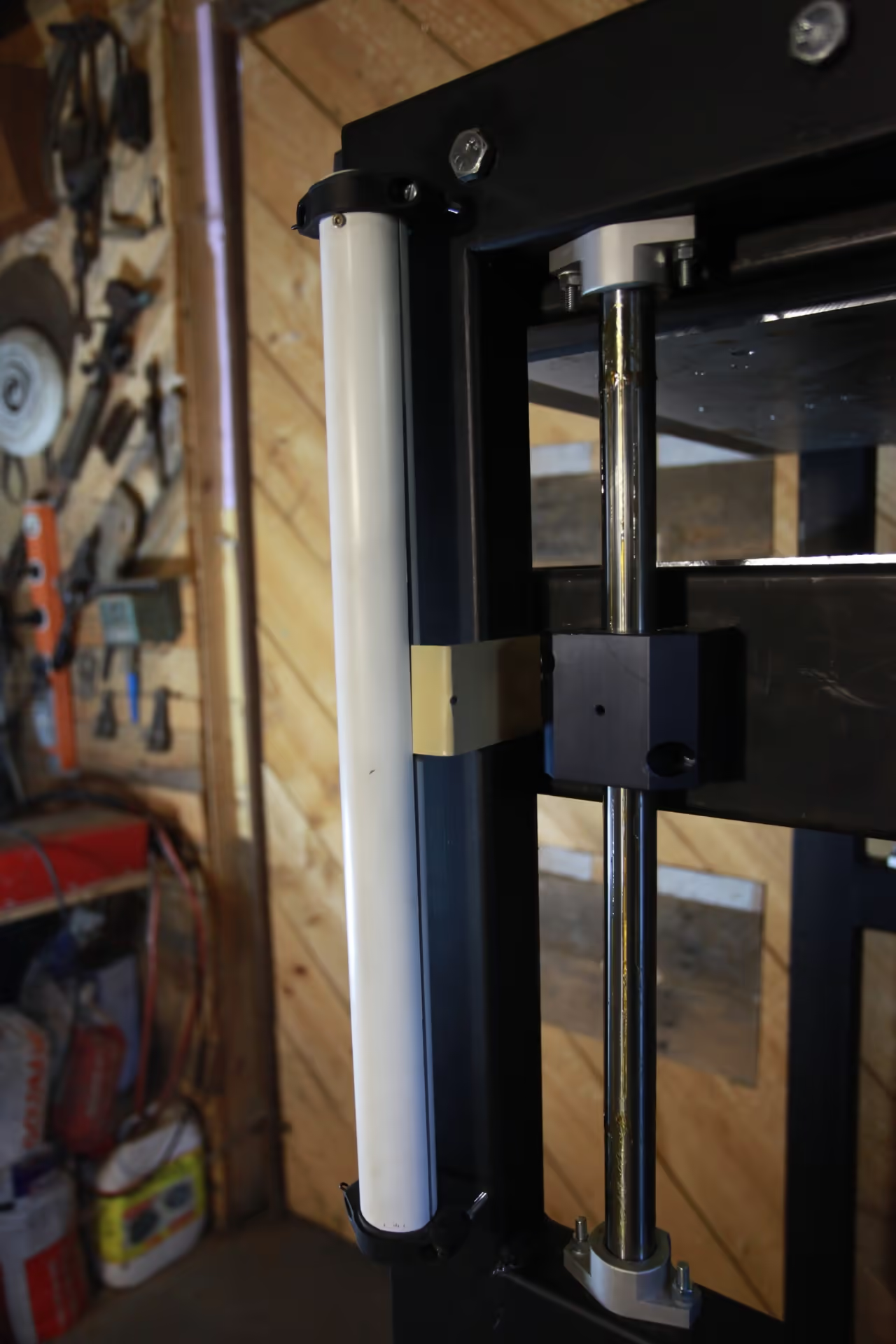
Un sensore è collegato alla piastra superiore per misurare la distanza da un riflettore sulla piastra inferiore. L'involucro, un tubo di PVC tagliato, limita le interferenze. Questa misura viene inviata ad Arduino, consentendo alla macchina di determinare la posizione delle piastre e di gestire il flusso d'aria. Il sensore utilizzato è un sensore a tempo di volo VL6180.
Ecco i riferimenti raggruppati per tipo in base ai risultati della ricerca: