Automatisierte Plattenpresse
FORSCHUNG
PLATTENPRESSEN
HACK
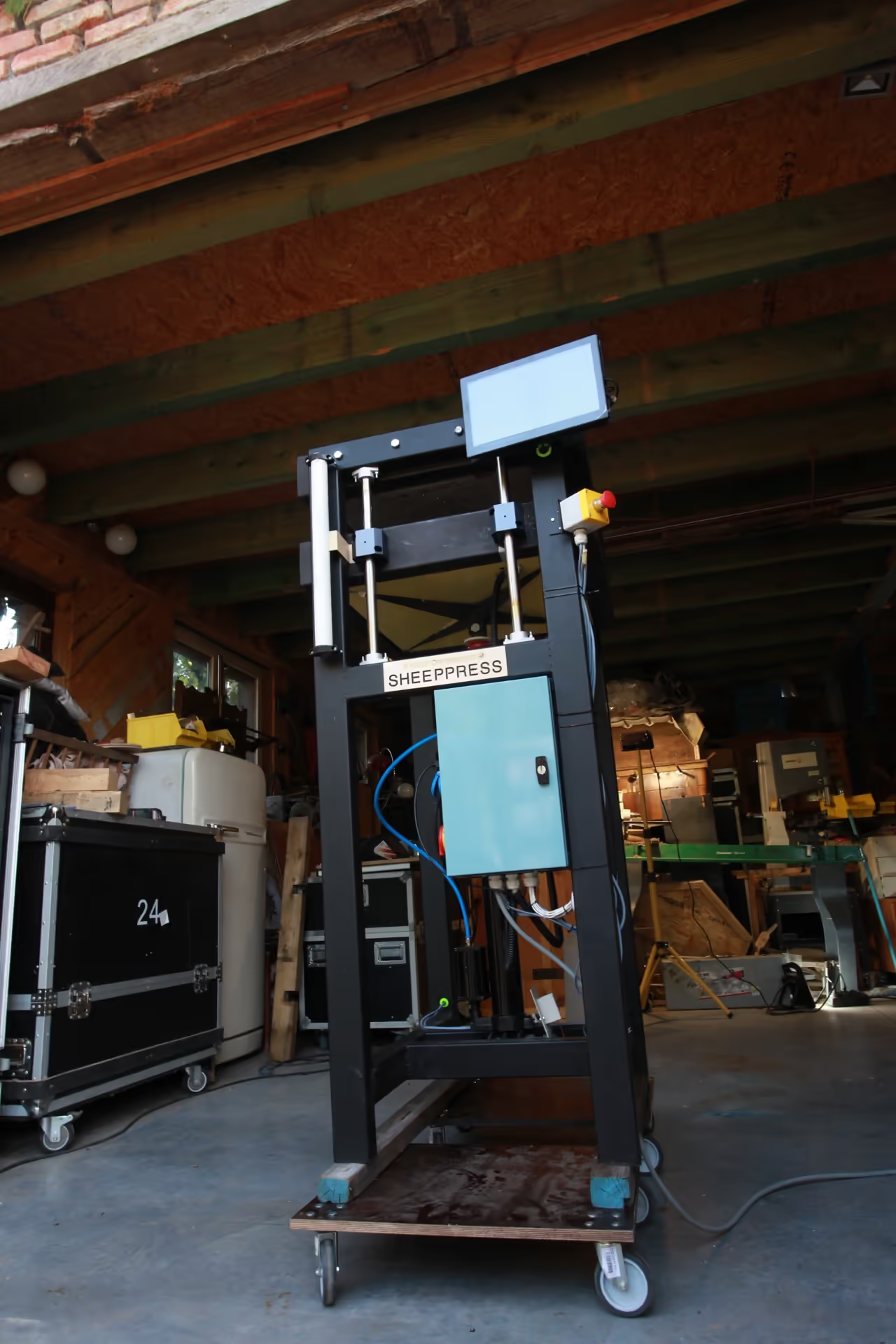
Dieses Dokument beschreibt die an der Plattenpresse vorgenommenen Änderungen, die auf eine Automatisierung und eine Verringerung des Zeitaufwands abzielen. Die Pressfläche misst 600x600mm (ca. 23,6x23,6 Inch) und ist für den Transport und die Kompatibilität mit einphasigem 230V (110V) Standardstrom ausgelegt. Für weitere Informationen nehmen Sie bitte Kontakt mit uns auf.
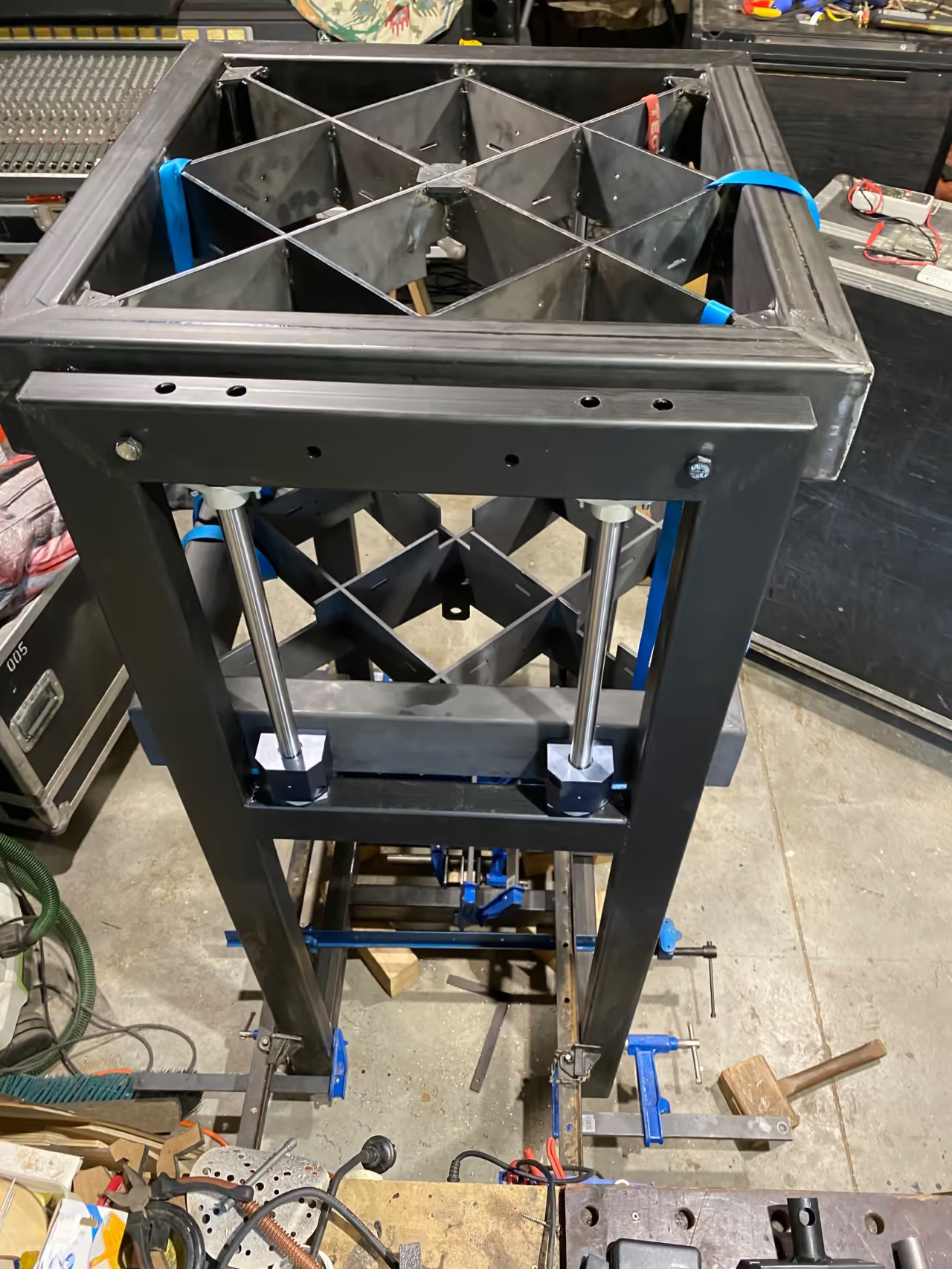
Das Fundament basiert auf der V4-Plattenpresse, wobei die gleiche Presse und die gleichen Heizpatronen beibehalten wurden, jedoch mit einem reduzierten Stahlrahmen mit einer Pressfläche von 600 x 600 mm (23,6 x 23,6 Zoll) ausgestattet sind. Wir haben die Lager für einen reibungsloseren Sitz verbessert.
Wir haben jede Heizplatte mit zwei verschiedenen Schleifen entworfen: eine innere Schleife mit fünf Heizpatronen und eine äußere Schleife mit vier. Die innere Schleife soll die Wärme besser speichern und wird daher häufiger abgeschaltet. Wir haben eine kleinere Version gebaut, um den Einsatz an mobilen Arbeitsplätzen zu erleichtern, die mit 230 V betrieben wird, um die Kompatibilität mit den meisten Steckdosen zu verbessern.
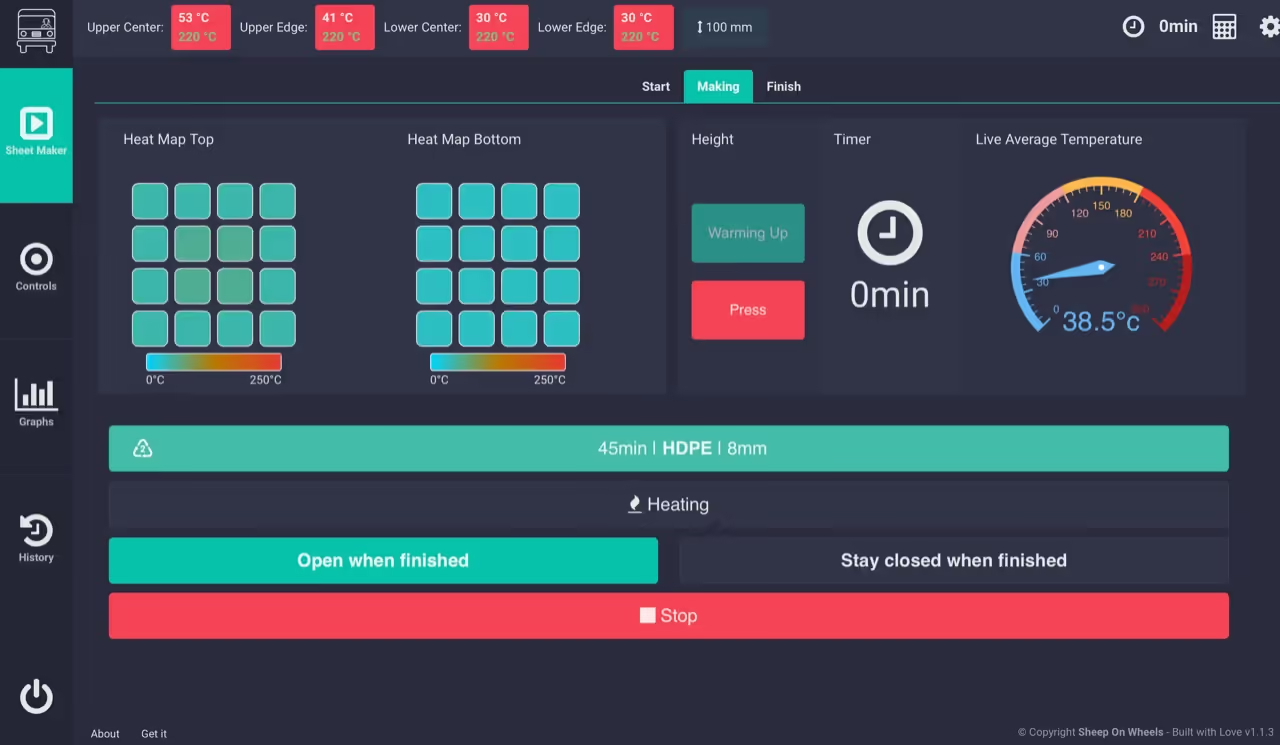
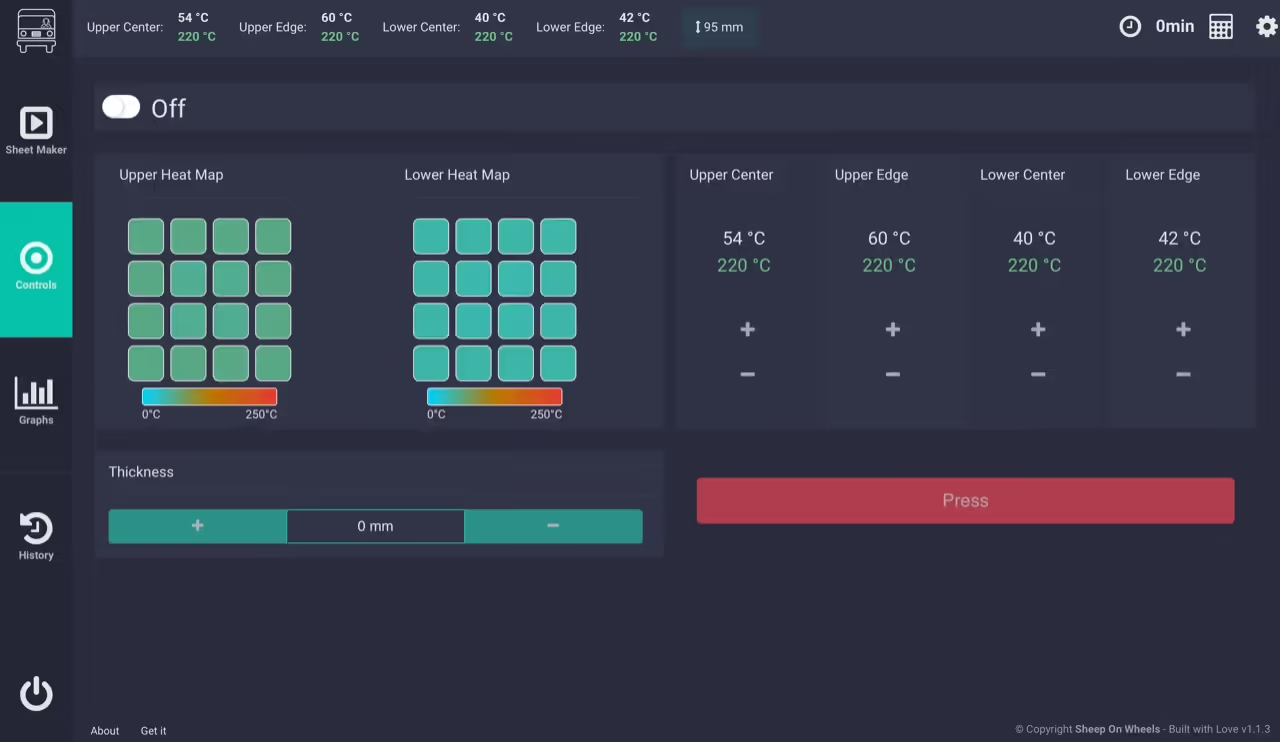
Wir fügten mehrere Sensoren vom Typ K (acht auf jeder Heizplatte) hinzu, um eine genaue Wärmekarte zu erstellen, die es uns ermöglicht, Probleme wie Überhitzung oder defekte Heizungen zu erkennen. Diese Sensoren ermöglichen die Überwachung der Kern- und Peripherietemperaturen, einschließlich der Aufwärm- und Abkühlgeschwindigkeiten und -schwankungen. Die Sensoren sind gleichmäßig verteilt und nicht mit bestimmten Heizgeräten verbunden. Die Verwendung dieser Daten wird in einem späteren Schritt erläutert.
Wir haben die ursprünglichen Hardware-PID-Regler durch eine Softwareversion auf der Maschinensteuerung ersetzt. Diese Änderung ermöglicht eine weitere Automatisierung, Datenprotokollierung und eine reibungslosere Integration in die Benutzeroberfläche. Außerdem können wir so die Presszeiten und Höchsttemperaturen für eine optimierte Maschinennutzung überwachen.
Derzeit sind die Thermoelemente mit einem für den Raspberry Pi konzipierten Differenz-ADC von AB Electronics verbunden. Um die Leistung der Sensoren zu verbessern, werden diese durch einen MAX31855, einen integrierten Schaltkreis von Maxim Integrated für Typ-K-Thermoelemente, ersetzt. Die Heizelemente sind in vier Schaltkreise unterteilt - zwei pro Platte, ein äußerer und ein innerer Schaltkreis. Jeder Kreislauf wird vom Raspberry Pi über ein Halbleiterrelais gesteuert. Diese Relais schalten 230V AC und können mit einem 4V-48V Signal gesteuert werden. Um den Pi vor Kurzschlüssen mit 230V AC zu schützen, sind die Steuersignale der Relais optisch isoliert.
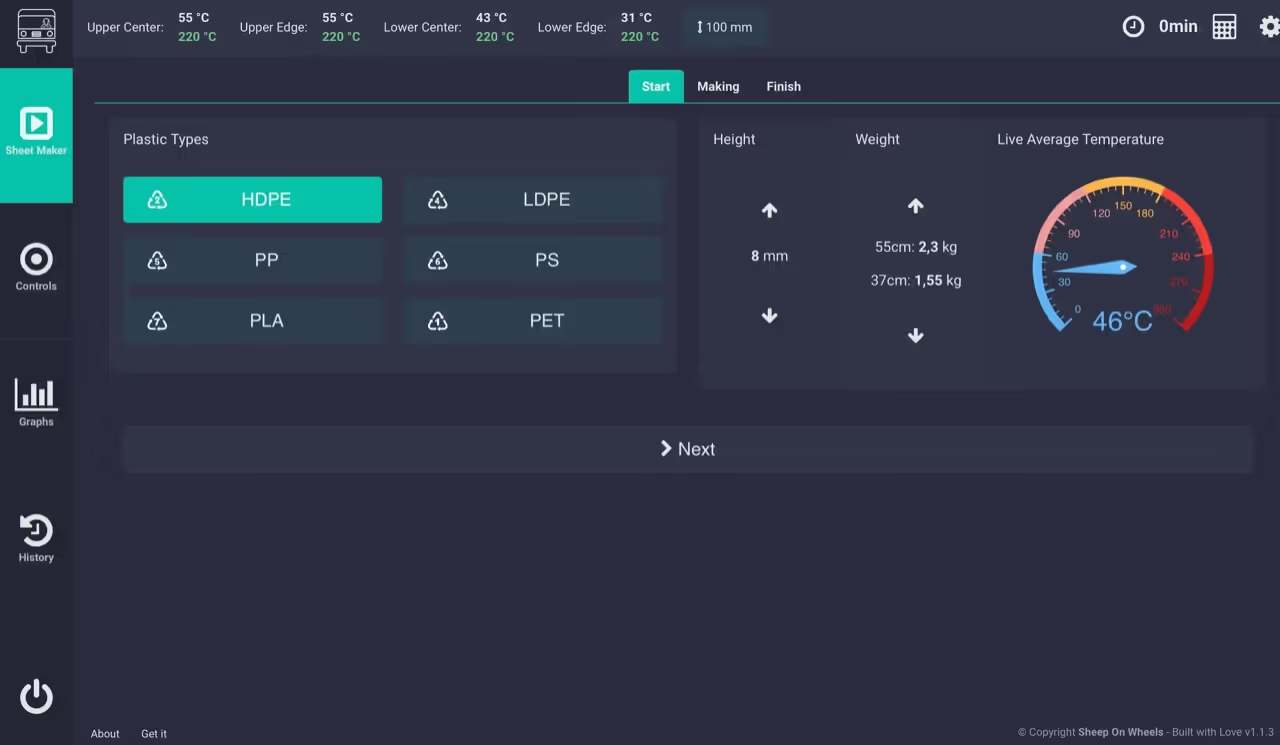
Die digitale Schnittstelle arbeitet mit einem Raspberry Pi, der mit einem Touchscreen verbunden ist. Sie besteht aus einem Server und einer Client-Seite. Bei der Client-Seite handelt es sich um eine Website, die über den Browser des Pi oder ein beliebiges mit dem Wi-Fi des Raspberry Pi verbundenes Gerät aufgerufen werden kann. Der Server ist mit Node.js aufgebaut.
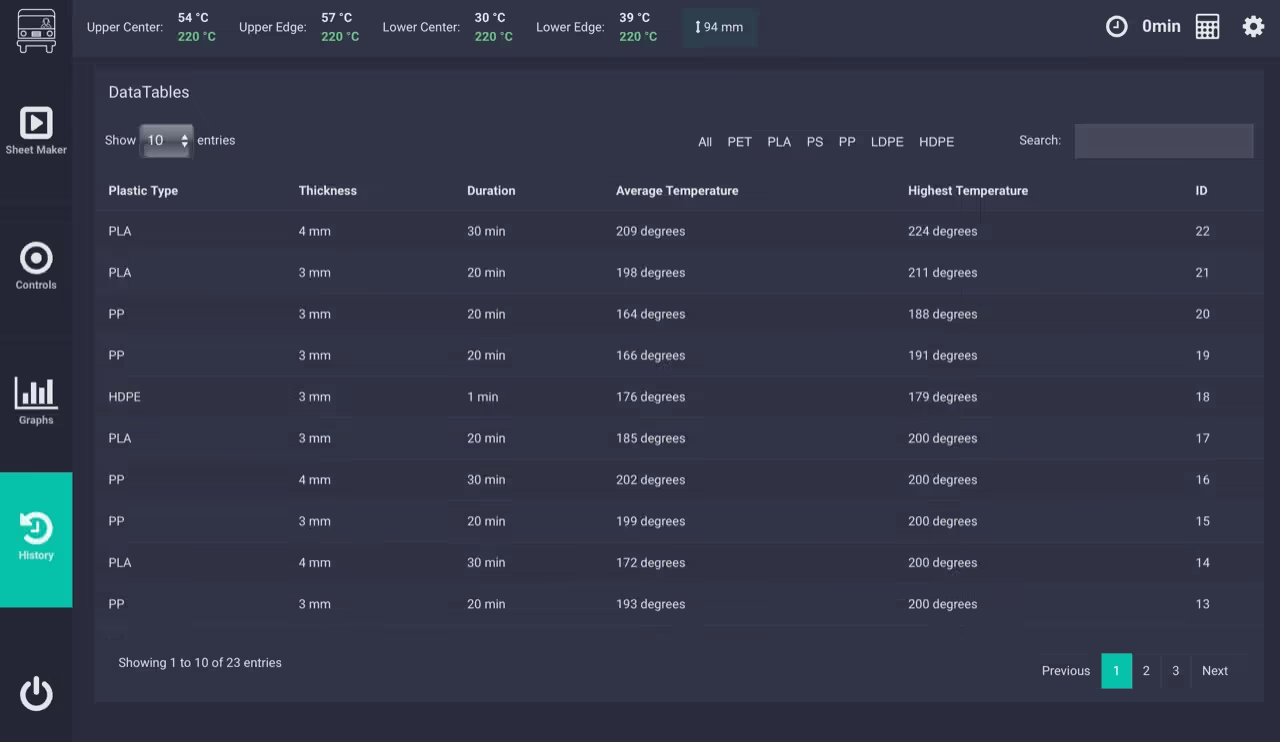
Auf der Registerkarte "Historie" werden alle mit dem automatisierten Verfahren hergestellten Platten angezeigt, einschließlich ihrer ID-Nummern, durchschnittlichen und höchsten Temperaturen, Kunststofftypen und Presszeiten.
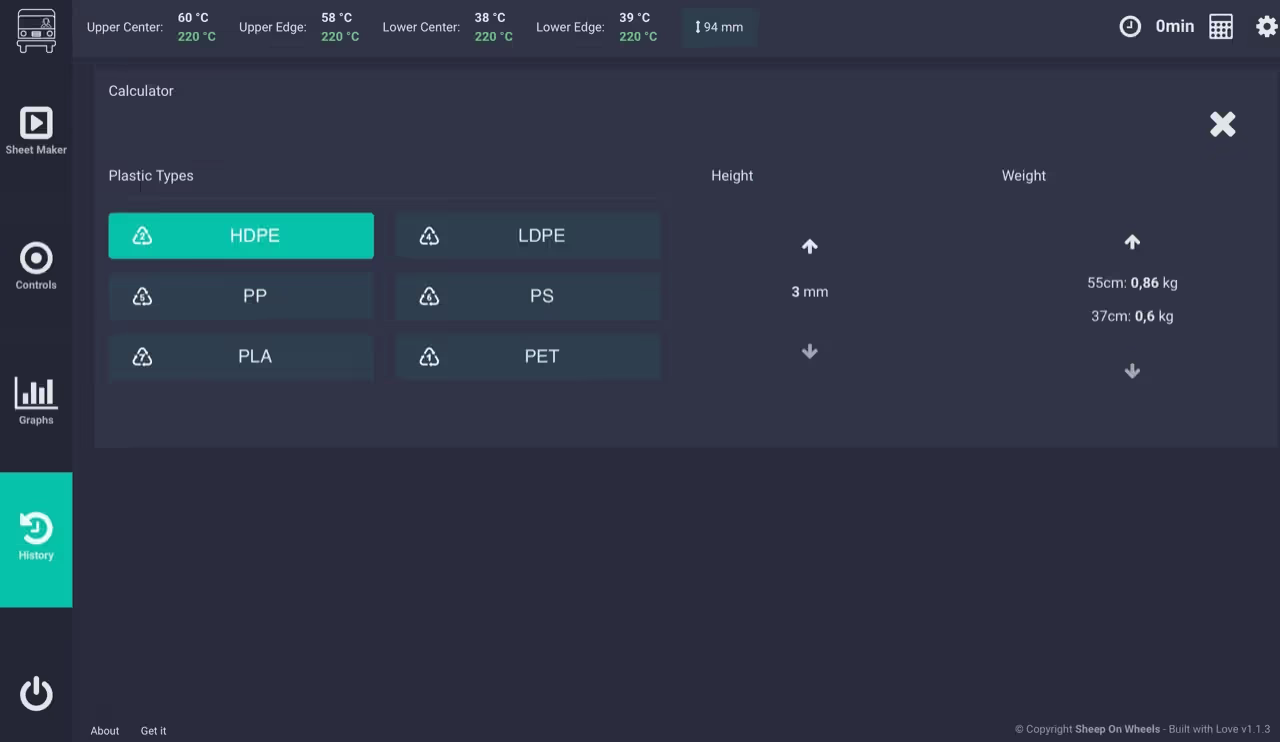
Die Rechnerfunktion ermöglicht die Vorbereitung der nächsten Platte, während die Maschine in Betrieb ist.
Wir verwenden für den Betrieb des Wagenhebers pneumatische Systeme, da ein Luftkompressor zur Verfügung steht und dies die kostengünstigste Option ist. Zu den Alternativen gehören hydraulische Systeme. Ein pneumatisches Ventil, das von der Systemsteuerung gesteuert wird, lässt Luft strömen, wenn die Presse angehoben werden soll. Zum Absenken der Presse haben wir ein Servoventil installiert, das das Ventil öffnet oder schließt, so dass sich die Presse unter ihrem eigenen Gewicht absenken kann.
Nach Ablauf des Timers (Sheetmaker) veranlasst ein Signal vom Raspberry Pi den Arduino, die Presse loszulassen, wobei eine manuelle Übersteuerung möglich ist, falls erforderlich.
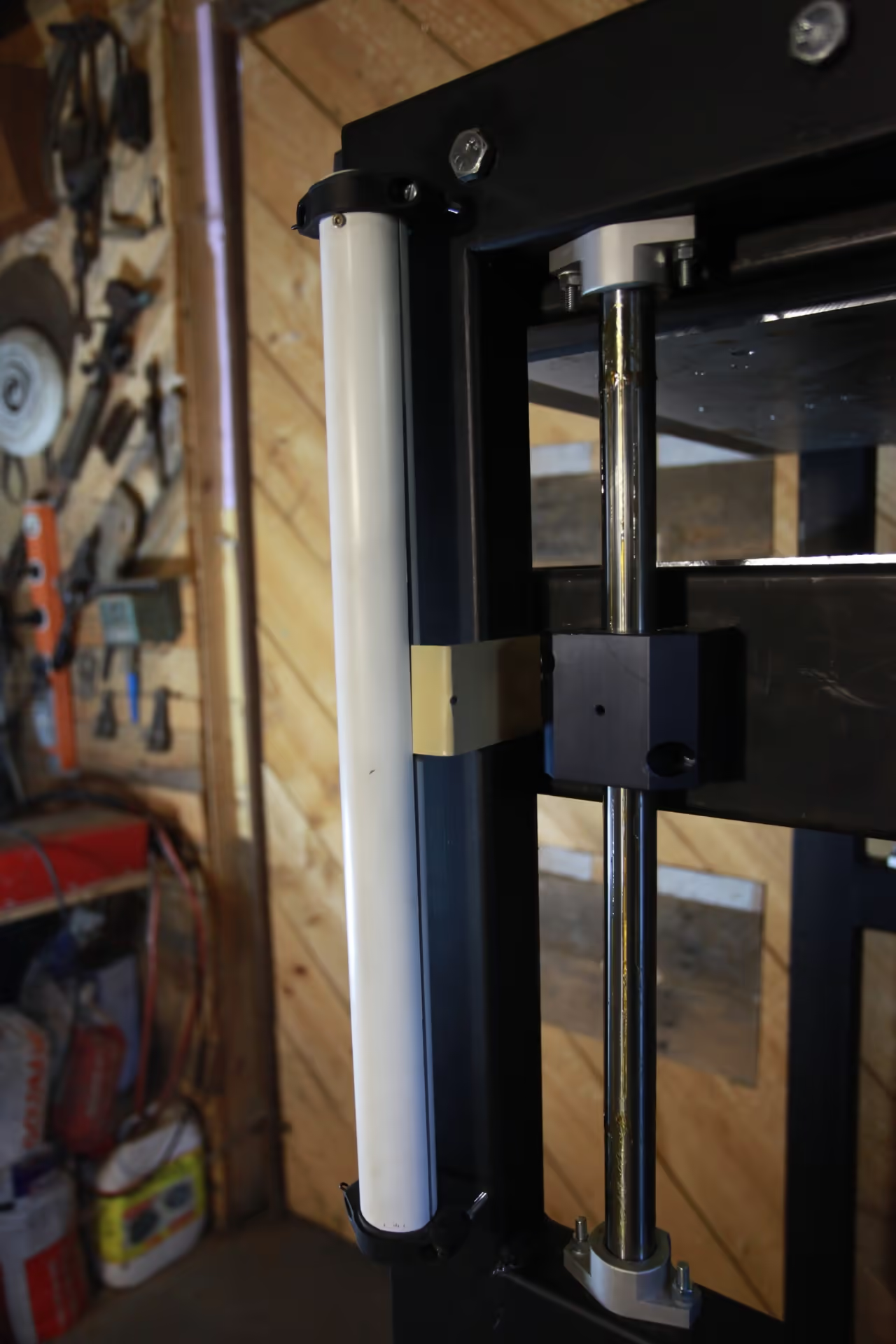
An der oberen Platte ist ein Sensor angebracht, der die Entfernung zu einem Reflektor auf der unteren Platte misst. Das Gehäuse, ein aufgeschnittenes PVC-Rohr, begrenzt Interferenzen. Diese Messung wird an den Arduino gesendet und ermöglicht es der Maschine, die Position der Platten zu bestimmen und den Luftstrom zu steuern. Der verwendete Sensor ist ein Flugzeitsensor VL6180.
~## Hardware
Hier finden Sie die Referenzen, gruppiert nach Typ auf der Grundlage der Suchergebnisse: