Jump rope handles mould

INJECTION
MOULD
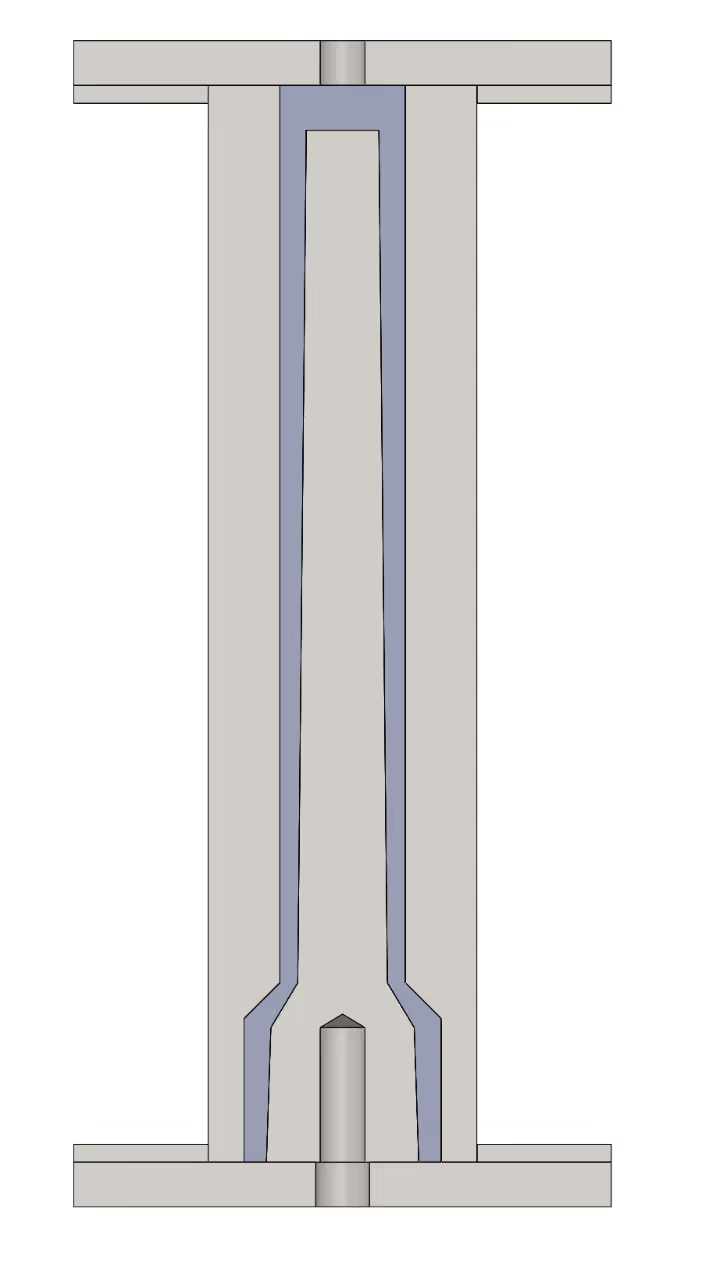
Jump rope is an effective fitness tool. This mold allows for making a jump rope handle and is designed for use with an injection machine. It is straightforward to operate.
Modifications to the mold may be required based on the specific configuration of the injection machine.
Local price is approximately 120 EUR (about $135 USD).
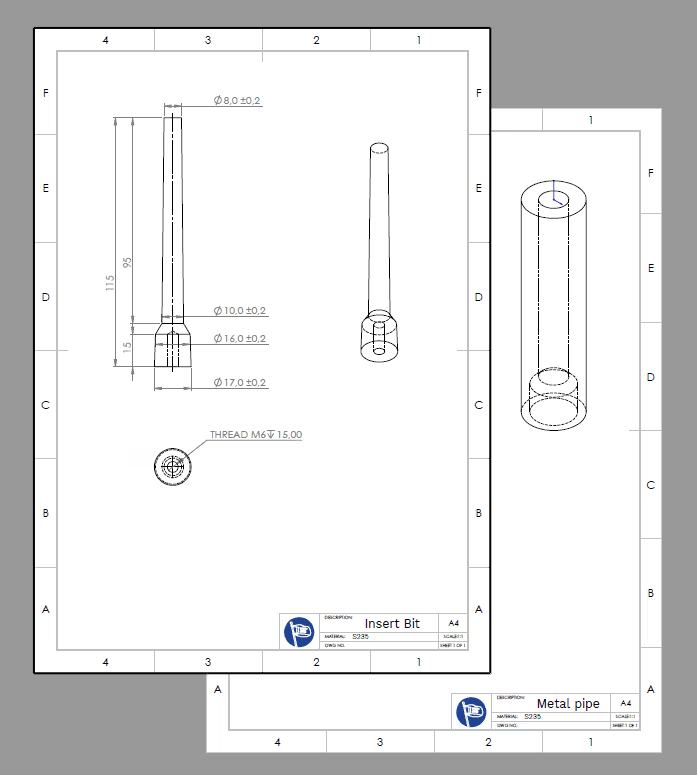
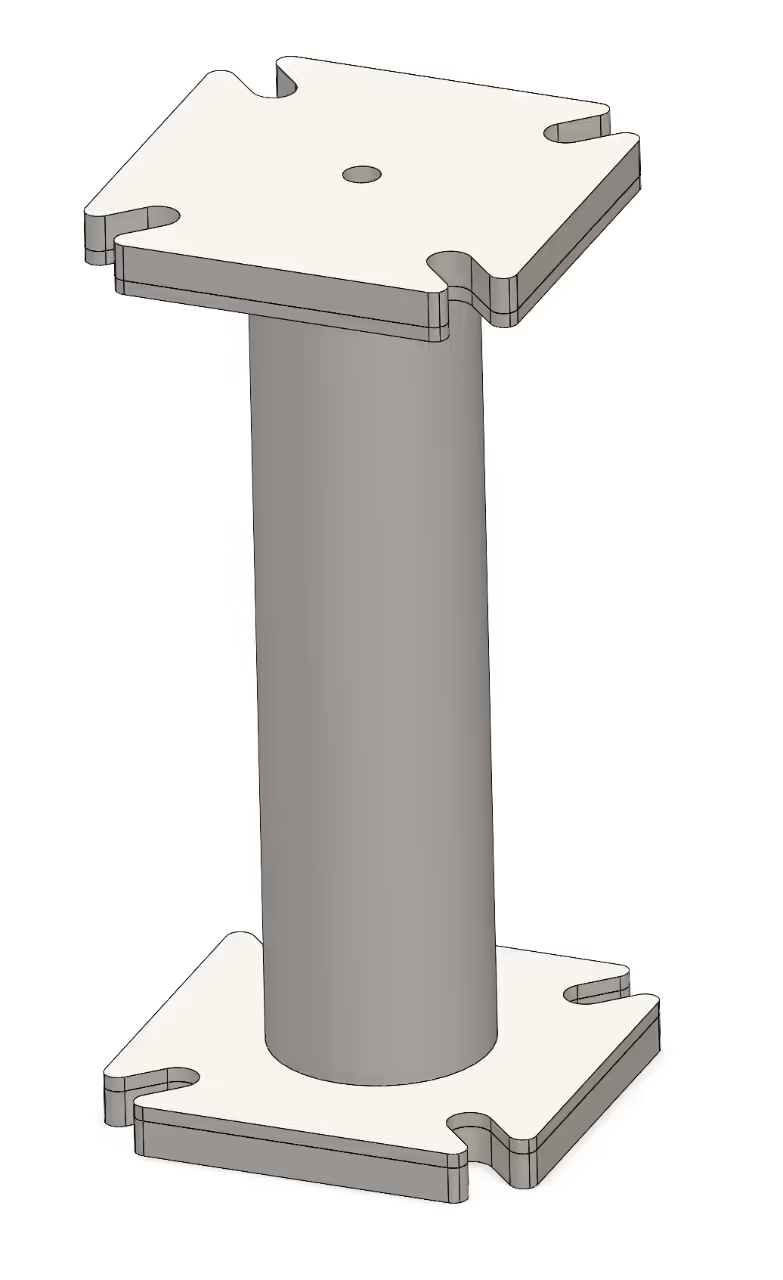
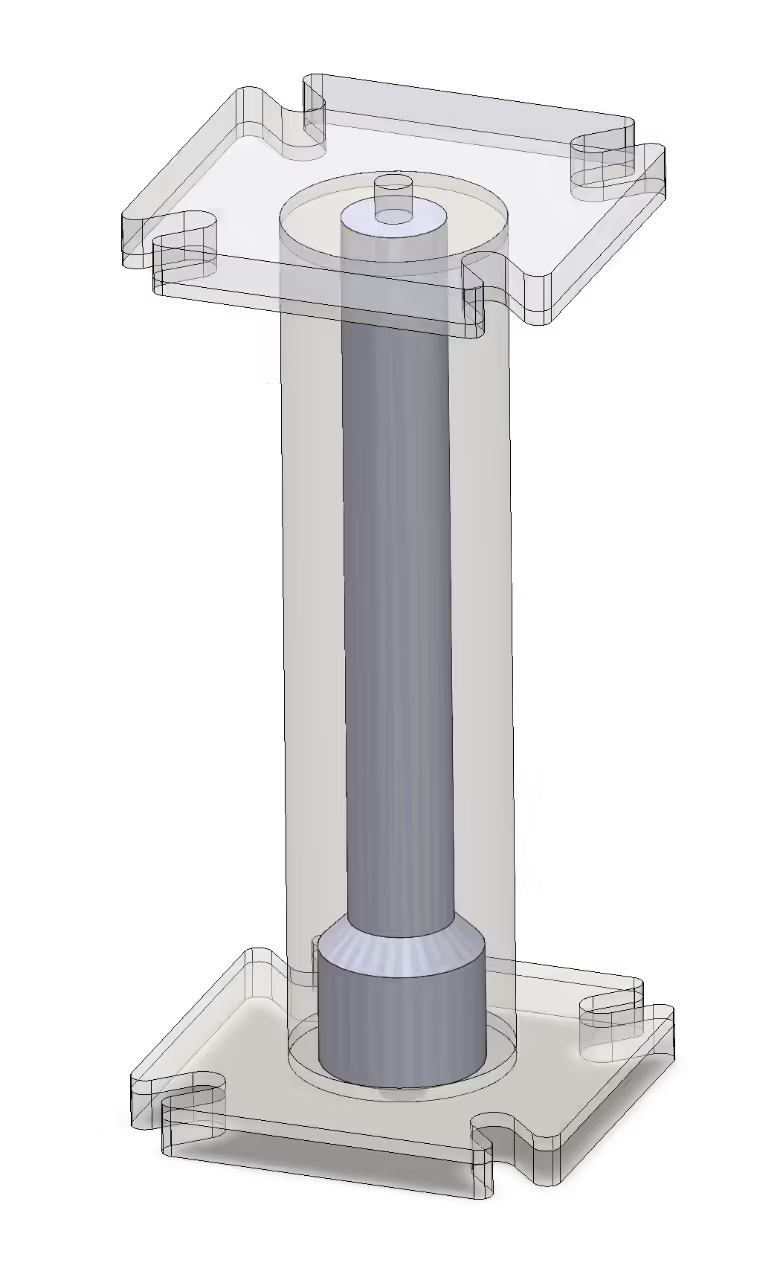
The design includes four laser-cut plates, a pipe, and an insert. The files are provided in all necessary formats for local fabrication orders.
The pipe and insert require metal lathe work, which was outsourced to a local fabricator with drawings provided. The plates are laser-cut. The thicker plates support the pipe and insert, and one thick plate secures the insert with a bolt.
Preparation:
Begin by preparing the machine, material, and mould.
Material Suitability:
Mould Connection:
Ensure proper adapter or connection. A sturdy jack pushes the mould inlet onto the injection nozzle.
Lubrication and Release:
Apply lubrication to the insert bit. If cooled too long, the product may shrink and stick. Use rubberized gloves and a twisting motion for release.
Post-Processing:
Clip the injection point with pliers or a knife. Drill a 6-8mm (approximately 0.24-0.31 inches) hole at the end, preferably with a longer drill bit from the inside of the jump rope handle.
Finishing Touch:
For the jump rope, use a 6mm (approximately 0.24 inches) paracord-type rope.